















President
Do you remember going to the county fair and watching candy makers make taffy? As a child I often would watch the whirling motion of the taffy pull machine as it whipped and pulled and whipped and pulled again and again until the candy was the right consistency, texture, and color. As long as the machine speed was constant or accelerating, everything went well. When an inexperienced operator was working, onlookers might be lucky to see the train wreck that followed the wrong speed selection and the embarrassed looks on the candymakers' faces as they scurried about picking up the shredded results.
Tension was at play in a successful folding of the finished taffy, much like the tension needed in tube forming. Although differences exist (taffy is a solid structure whereas tube is hollow), many of the same rules apply to both processes. Forces in the processes bring the material to a plastic state to form the finished product. Achieving desired results, whether making taffy or welded tube, requires attention to tension's role.
Two complementary forces—tension and friction—are created at various places on a tube mill. Understanding and controlling these forces can help you control the strip as it passes through the mill.
The rotation of the roll shafts and the tooling mounted on them creates the drawing power, or tension, needed to pull the strip into the tube mill and progressively form it into the desired tubular section. Tension is achieved only when the drive friction is sufficient to transmit the rotational force, or torque, from the rotating rolls to the strip.
Friction is resistance to motion. In welded tube production, friction develops between the strip as it is being formed and the rolls providing the work (rotation) to move the strip through the mill. Friction is the direct result of a load being forced to slide over a surface.
 |
What Develops Friction? In a tube mill, friction is developed by the roll gap and the contours of the successive rolls.
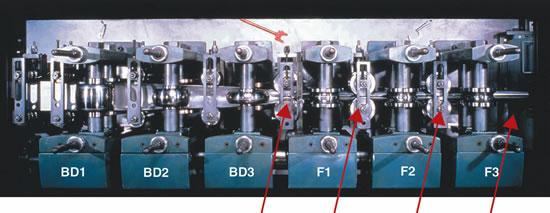
The resistance to bending across the strip's width in the breakdown passes and the resistance to girth reduction in the fin, weld, and sizing passes creates friction by the development of two separating forces (see Figure 1). The principal separating force is directly related to the strip's width, thickness, and strength. The secondary separating force is related to the speed at which the strip passes through the mill. In other words, this is the torque required. The sum of these two forces creates the combined stress for the individual driven roll shafts. If the stress exceeds the mill design limits, the roll shafts fatigue and fail.
Conflict Among the Forming Passes. The motor or motors that drive the tube mill develop torque, which is transferred through a gear train to the rolls mounted on the tube mill roll shafts. The tube forming process has three simultaneous frictional conditions: forward slippage (drag, or slowing of forward motion), reverse slippage (push, or excess speed), and no slippage (in other words, the speeds match.) This situation is called roll fight. Even though all driven rolls rotate in the same direction and at calculated ratios to one another, the material passing through them is not driven at the same drive radius and therefore is pulled by one pair of rolls only to be braked by the next. This spasmodic motion imparts compression and stretch, also known as stuff and stretch, to the section, which results in strip edge ripples and undulations that make quality welding nearly impossible.
When the resistance to forming is too high and the drive friction too low, the rolls simply spin, or the drive stalls, leaving the material motionless. This could happen when switching from conventional hot-rolled material to pickled-and-oiled or prepainted material; when the new material yield strength exceeds the mill's capabilities; when the girth reduction is too high; or when the speed of a pass is significantly slower or faster than that of its predecessor, resulting in stuff or stretch.
While many types of drive arrangements are used in tube mills, from simple (such as a single-motor setup in which one motor runs the entire mill) to elaborate (such as a system in which individual motors power each driven shaft), this article focuses on universally applicable methods of overcoming the problems associated with too much or too little tension, which can affect any type of mill.
Too much or too little tension can cause any of the five following problems in welded tube production:
Wedge and Camber. Sound welds result from bringing the strip edges together so they are at the same height (as seen by looking horizontally across the top of the tube) and parallel to each other (face to face). When strip edges are not in this perfect alignment weld quality suffers, regardless of the welding method.
We know without any doubt every tube mill is fed perfect material—the perfect slit width and gauge, with no camber and no wedge. In addition, each coil is identical to the next in terms of finish characteristics and physical properties such as yield strength and tensile strength. Oops! That was a perfect-world scenario. In the real world of tube and pipe production, the raw material does vary in all of these properties even when it comes from a single supplier. Most tube and pipe producers must work with material not only of different lots but also from different suppliers and different alloys.
Even with a perfectly aligned mill and perfect roll tools and setup, the material might exhibit wedge (see Figure 1) or camber, which is curvature across the width of the strip. The tube mill must overcome these faults to achieve a sound weld and suitably finished tube. The limitations for this capability are driven by the mill arrangement, adjustment, and design reduction percentage in the fin passes.
Improper Strip Edge Motions. Strip edge motions such as breathing (opening and closing), rippling, or undulating immediately in front of the weld forge rolls prevent the strip edges from coming together in good alignment. These motions can result from worn rolls, misaligned roll shafts, a poor tooling setup, or mechanical limitations, such as having the transmission in the wrong gear or having insufficient horsepower for the job. When these problems are eliminated, the only ones left are frictional and tension irregularities upstream of the weld forge point.
Managing Wedge, Camber, and Improper Strip Edge Motions. There is no capability in a traditionally designed tube mill to change wedge conditions in the strip. However, the stretch capabilities provided by the fin passes provide a way to reduce both camber- and wedge-induced strip edge deformation to manageable levels. In fact, the fin passes are the only zone in the tube mill where the entire cross section of the strip can be brought to yield before the edges are welded together. Attempting to correct for camber or wedge in the breakdown section only compounds the problem.
The fin passes must provide stretch between the last breakdown pass and the first fin pass and between fin passes to eliminate the effect of camber and wedge. When the material properly fills out the fin passes and the appropriate tension is provided, the length of the fibers along the long axis of the section may be stretched so they are all approximately the same. When the fibers are of a uniform length and passline heights (bottom line or centerline depending on your mill and tooling arrangement) are maintained, breathing and undulating are eliminated.
A mill's capability to deal with camber- and wedge-associated problems increases with:
Several strategies can help to overcome breathing, rippling or undulating immediately in front of the weld rolls:
If your setup is thinning the thicker edge more than 0.001 in., increase the roll flange gaps to eliminate the problem. Be sure that roll shafts remain parallel because the wedge condition for the opposite slit mult (a coil slit from the opposite side of the master coil centerline) will be reversed.
Achieve the maximum girth growth in the breakdown zone your mill arrangement and tooling will permit without thinning the strip edges or belly (centerline zone).
 |
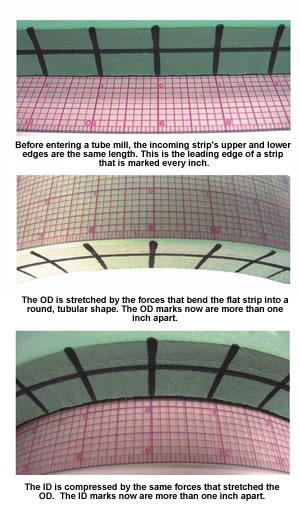
| Figure 2 Determine the strip speed between the last breakdown pass and the first fin pass. It may be necessary to temporarily remove the idler stand and rolls. Also measure the strip speed between each fin and pass and between the last fin pass and the weld box. Caution: Stay away from the induction coil. Measure the speed between the sizing passes also. |
Causes of Folded Tube, Non-uniform Wall Thickness, and Improper Production Speed. After the breakdown bending passes, any tube forming troubles can be lumped into one category: mass flow problems that result from uncontrolled tension conditions. Proper tension control is mandatory for optimum welding regardless of the breakdown tool design or welding process.
Foldup in the cooling zone can result from a lack of sufficient friction to transmit the torque available. This condition occurs in mills that perform reshaping in the sizing passes and most often is a result of reshaping in the horizontal plane rather than 45 degrees from horizontal. Foldup can occur anytime the sizing section runs slower than the fin passes.
Wall thickness control in the sizing passes is directly related to proper tension control between the sizing passes. When improper tension is applied, walls thicken and the welding process suffers. Sizing is a volumetric process in which only the outside diameter is controlled by the roll tooling and wall thickness controlled only by the application of tension between the sizing passes.
Don't let the name of the process fool you. The volume of material doesn't change; cold working displaces the material and lengthens the tube. This is related to the difference in speeds among the roll tooling. If the strip went into the mill and a tube of the same length came out the other end, all of the roll tooling would rotate at the same speed. But this isn't the case. The material's length changes, so some roll tools run faster than other roll tools.
Managing Wall Thickness Consistency and Mill Speed. Finding the proper mill speed will help reduce stuff and stretch, which helps improve wall thickness consistency.
Refer to "Measuring tube as it grows and shrinks" for information on the use of girth measuring tapes and how to convert the readings to usable information.
 |
| Figure 3 Make a table like this one and fill in the green cells with the indicated information. The results from the calculations are shown in the yellow cells. |
Use a table like the one shown in Figure 3 to find the right speed.
 |
| Figure 4 |
Many variables contribute to tension and friction. It's impossible to deal with all of the possible causes at once, so it's necessary to eliminate each of them one at a time. Do not assume the strip has the proper width, tensile strength, or yield strength. Do not assume the mill tooling is aligned. After verifying strip characteristics and the mill tooling alignment, move to the other possible trouble areas. And don't forget that if an adjustment or change accomplishes nothing, return the item it to its original setting before attempting the next adjustment. Finally, record everything. Records make solving the problem the next time easier.
Candymakers didn't always want the right amount of tension. They realized an occasional disaster was good for business because it brought customers to the booth. The tangled mess was part of the show! They sold more candy when it happened and before long it became a scheduled event several times a day.
Tube producers can't afford to do this. Steel costs more than sugar, and mill downtime costs even more. Use the troubleshooting strategies herein and you'll get the right amount of tension and a smooth-running line.

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





