















Rotary straighteners for tube and pipe
An introduction to 6- and 10-roll straightening machines

Despite great strides in manufacturing processes and various technological developments over the decades, most tube and pipe production methods churn out tube that is neither round nor straight. Rotary straightening machines were developed to reduce ovality and improve straightness.
In the early days these machines were designed with a variety of roll configurations; eventually the six-roll machine became the standard for modern tube straightening. This type of machine has three pairs of vertically opposed rolls, and all rolls are driven. A more recent development is the 10-roll machine. While six-roll machines continue to have a place in modern manufacturing plants, 10-roll machines do have more capabilities and are necessary for applications with exacting requirements.
Understanding straightening, how the machines work, and the differences between six- and 10-roll machines are the first steps in producing tube that is straight enough for downstream operations.
Rotary Straightening Techniques
Rotary tube straightening machines are called rotary because the tube rotates as it passes through the machine. The rolls grip the tube and rotate it while feeding it through the machine until the entire length has been straightened. While passing through the machine, the tube is subjected to two specific straightening forces: pressure straightening and bend (or offset) straightening.
- Pressure straightening. Each pair of rolls can be adjusted so that the gap between them is slightly smaller than the outside diameter of the tube. As the tube passes through this restricted gap, it is subjected to pressure which, if sufficient, will cause the tube walls to be strained past their elastic limit, thereby causing some straightening of the tube. If this ability to squeeze the tube is used correctly, the tube will be "rounded up," removing some or all of its ovality (see Figure 1).
- Bend, or offset, straightening. One or more pairs of rolls can be adjusted to cause the tube to follow a curved path through the machine. Bending the tube in this manner is the main straightening action.
The amount of bend must be carefully controlled so that it has enough force to take the tube past its elastic limit to achieve straightness, but not so much that it causes excessive work hardening.
Hyperbolic Rolls — What They Are, How They Work
Straightening machines use specially developed and carefully contoured hardened steel rolls. The majority of rolls are manufactured from a high-chrome, high-carbon tool steel that is through-hardened to values usually between 58 and 64 Rockwell C.
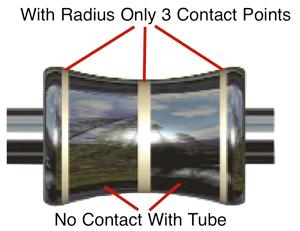
The roll's profile is not the tube's radius. The profile is hyperbolic; the contact roll touches the tube at just three points (see Figure 2). The roll's shape allows it to accommodate several tube diameters, which is accomplished by adjusting the roll gap and angle.
It is important always to keep rolls in sets with matching diameters and to check the amount of wear on a monthly basis. A simple procedure is to measure and monitor the diameter of the roll at the center of the profile. When the difference in the diameter reaches the OEM's advised maximum deviation, the rolls should be reprofiled to bring them back to standard. Rolls can often be reprofiled until the diameter at the center is down to about 80 percent of the original size.
Rolls with worn profiles mark the tube and do not completely straighten it. Wear on one side of the profile indicates that the rolls were not aligned correctly in the machine when they were installed. After the profile has worn off-center, the roll will mark the tube and wear more rapidly.
More Rolls, More Bending Moments
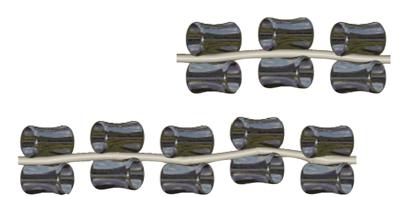
The main difference between a six- and 10-roll machine is the number of bending moments. A six-roll machine has one; a 10-roll machine has two (see Figure 3).
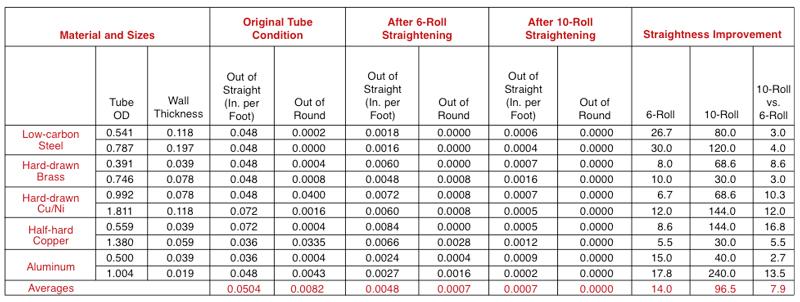
For a low-carbon steel pipe with a 0.541-in. OD, 0.118-in. wall thickness, a straightness variance of 0.048 in. per foot, and an ovality variance of 0.0002 in., a six-roll machine can improve the straightness to 0.0018 in. per foot and ovality to 0.0000 in. However, a 10-roll machine can improve the straightness further to 0.0006 in. (see Figure 4).
The need for such exacting straightness is a byproduct of other technological developments. Beginning in the late 1980s, many carbon steel tube users started to install automated tube cutting machines. High production quantities led to the use of automated tube loaders and feeding units. Because of the speeds involved, much of this equipment cannot successfully load or feed tube unless it is exceedingly straight. Tube that doesn't meet stringent straightness requirements tends to cause misfeeds or tube jams.

Figure 1. The straightening process not only straightens tube; if the rolls are set correctly, it can reduce or eliminate ovality.
The additional bending moments expand the capabilities of the machine:
- The operator can apply a large bending moment at the first pair of deflecting rolls and reduce the moment linearly. In such a case, the final pair of rolls provides a finishing action.
- The larger number of plastic cyclic deflections enables the straightening of badly bent tubes.
- They provide more effective straightening of the leading end and trailing end of the tube.
- Certain materials, such as copper tube, can be so effectively straightened that no residual stresses remain in the tube; subsequent annealing does not alter the tube's straightness.
- They achieve lower straightness and ovality tolerances without any increase in work hardening.
Automated Roll Setup Systems
Setting the rolls on a six-roll machine is a complex task; it's substantially more difficult on a 10-roll machine. The operator must adjust the angle of all 10 rolls, the gap between each pair of rolls, and the amount of bend on at least two bottom rolls.
The difficulty in setting 10-roll machines led to the development of computer setting systems in the late 1980s. While many 10-roll machines were installed in the 1970s and 1980s, it was not until computer machine setting systems were introduced around 1989 that they became easier to set up quickly for production.
These systems store all the required data to set up the machine for a specific tube; changeover often takes less than a minute. In addition to providing faster changeover, the systems provide consistent setups that turn out consistent-quality tube. With older manual systems, the product quality varied with the operators' skill, but with a computerized system, the degree of straightness and ovality is consistent from one operator to the next.
Computerized systems also enable small-batch production with many size changes per shift.
About the Publication
subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Zekelman Industries to invest $120 million in Arkansas expansion

2
3D laser tube cutting system available in 3, 4, or 5 kW

3
Corrosion-inhibiting coating can be peeled off after use

4
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.

5
HGG Profiling Equipment names area sales manager
