















President
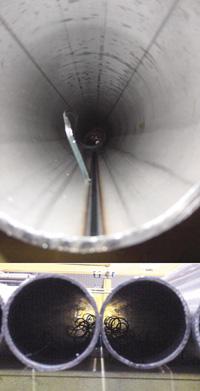 |
| Figure 1 The strand in the top photo did not get cut completely from the tube wall. Removing this strand of scarf with compressed air or water is difficult. The tangled scarf strand in the bottom photo, called a birdnest, is a typical strand. Blowout systems are designed to deal with birdnests, not strands that cling to the tube wall. |
Editor's Note: This is the third article in a three-part series on cutting, removing, and disposing of weld beads. Part I, which appeared in the July/August issue, discussed the reasons to remove the weld bead and equipment parameters that affect the scarfing process. Part II, which appeared in the September issue, discussed manual and automated removal processes. Part III discusses strategies for improving ID weld bead removal and disposal.
The biggest mistake made in ID scarf blowout operations is oversizing the blowout portion in an attempt to remove 100 percent of the ID scarf scrap. This isn't meant to imply that 100 percent ID scarf removal isn't desirable, but that oversizing the blowout is based on a misconception. The culprit in this scenario is an attempt to compensate for deficiencies elsewhere. When the weld seam and the ID bead scarf mandrel are not in line with each other—when either of them moves away from the normal (12 o'clock) position—the scarfing process does not cut the weld bead from the tube wall completely.
When the cutoff process has welded the ID bead to the pipe end inadvertently, no amount of compressed air or water can remove it. You might get lucky and break the strand free from the tube wall or tube end, but the tube is still a candidate for rejection. Remember, it takes just one unscarfed section hanging onto an inside bending mandrel to cause a customer to reject a truckload of pipe. The bottom line is the ID scarf scrap must be free to exit the tube for the blowout process to be successful.
An off-center weld bead results in a strand that remains attached to the tube, whereas a typical strand produces a birdnest (see Figure 1). If you were to push a long pole into the tube, the birdnest would slide out easily after you overcome the frictional bite. A well-designed blowout system overcomes the birdnest condition, not the off-center scarf condition.
Oversizing the volume of air or water used in each blowout cycle consumes extra energy, increases noise, and increases maintenance requirements. To minimize these effects, consider these tips:
Scrap choppers can reduce the volume of the ID bead scrap, which reduces handling. The design of the scrap-processing portion of the installation must take into account both the velocity and the volume of the scrap ball anticipated. In other words, the system must chop the scrap while the water or air used to move the scrap passes through it. An alternative strategy is to divert or slow the water or air so it does not interfere with the chopping. The path into the scrap chopper must be free of abrupt shoulders or reductions so the blowout mass has a direct path into the machine.
Ready-made, drop-in chopping systems do not exist. Because each tube or pipe mill is unique, ID chopping installations are tailor-made for each mill. No two mills produce the same tube diameters or lengths, or weld at the same speed, so no two scarf choppers handle the identical volumes of scrap.


The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





