















Souping up old draw benches
Fabricator upgrades drive systems, monitoring systems
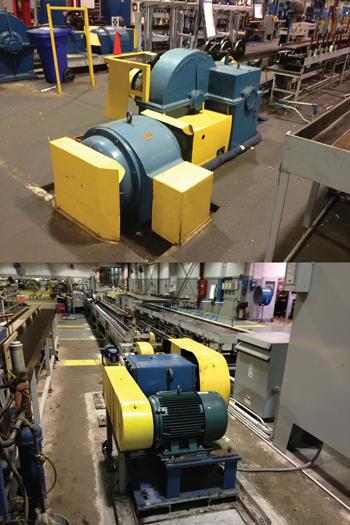
Figure 1: Superior Tube Co. uses several draw benches that have been in service since the 1940s, and several still have the original drive systems. A typical system on a 10,000-lb.-capacity bench is bulky and takes up substantial floor space (top). A modern system with the same capacity is sleeker and requires much less space (bottom).
If you were to trace the development of the modern computer, you’d probably start in 1946 with the first programmable computer, the Electronic Numerical Integrator and Computer (ENIAC). Built in Philadelphia at the University of Pennsylvania, its development was funded by the U.S. Army for calculating artillery tables. It measured 8 feet high by 100 ft. long; contained 17,468 vacuum tubes, 7,200 crystal diodes, 1,500 relays, 70,000 resistors, 10,000 capacitors, and about 5 million hand-soldered joints; and used 150 kilowatts of power.
In contrast, today’s home computers can be used to perform calculations; record music; manipulate high-resolution, full-color photos; edit high-definition video; and execute dozens of other activities. ENIAC’s clock speed was 100 kHz; the latest processors have clock speeds around 5 GHz. In other words, today’s fastest home computers perform 5,000 operations in the time ENIAC did one.
The key difference in speed is that modern computers use transistors whereas ENIAC used vacuum tubes. The transistor does the same job, but much more quickly, reliably, and efficiently. Modern computers are smaller because transistors, capacitors, diodes, and other components are combined to make specialized, unified components, known as integrated circuits (ICs). After the IC was developed, IC manufacturers inevitably entered a race to reduce their products’ size and increase their speed.
Just 30 miles northwest of ENIAC’s birthplace is Superior Tube Co. Inc., Collegeville, Pa. A tube supplier with a history rich in innovation, it relies heavily on a fleet of nine draw benches. Although many of the benches were manufactured during the 1940s, when ENIAC was new, the company hasn’t been stuck in that era. It has stayed on the leading edge of development, using its knowledge of high-strength, corrosion-resistant materials to serve industries as diverse as medical and aerospace.
Although some of its draw benches have been in use for 60 to 70 years, they are mechanically sound and just as capable today as they were decades ago. However, quite a bit in manufacturing has changed since those old draw benches were new.
First, just as computers have modernized, so too have motors, drives, controllers, gauges, sensors, monitoring systems, and other electronic devices. Second, the ways manufacturing operations are carried out have changed drastically—concepts such as lean manufacturing, kaizen (continuous improvement), just-in-time delivery, and various other tactics have been tried, tested, and implemented. Finally, the two go hand-in-hand. The electronics revolution led to the development of the hardware and software needed to set up systems for monitoring manufacturing processes; they provide hard data on inputs, outputs, throughput, productivity, and efficiency, enabling management to analyze operations, develop plans for improvements, and measure the results.
When Superior’s management set out to undertake the latter, improve its operations, it realized it would have to upgrade the former, the motors and drive systems on its draw benches.
Sudden Improvement
The term continuous improvement implies a steady, nonstop effort and an accumulation of small enhancements, each of which improves productivity or efficiency in a small way. Its strength is that it’s unrelenting, yielding big benefits over long periods of time. However, in many cases, the first step isn’t a small, enhancing increment but a big, disruptive improvement.
“This project is the result of some work done by our Kaizen Promotion Office,” said Mark Deaver, mechanical engineer for Superior. “They did a lot of work on how material flows throughout the plant and whatnot. We have been in business since 1934, so all of these 1940s- and 1950s-vintage machines haven’t moved since they were installed. We’re in the process of moving these machines to streamline the material flow.”
Until recently most machines still had their original drives and controllers. Some had AC contactors and some had DC drives, but the specific type didn’t matter. The motors and controllers were obsolete, and it was a foregone conclusion that any damage incurred during the move, no matter how insignificant, would render that drive system useless.

Figure 2: The control panels from decades ago provided basic control functions and little else (top). A modern control panel provides control and monitoring functions, and provides room for expansion as capabilities grow and needs change.
The company started its program by shopping around for drive systems.
AC or DC? “The big trend in draw benches these days, and it’s almost universal, is the use of DC drives,” Deaver said. “However, we decided to go with AC, for several reasons. The motors are more available, they’re less expensive, they don’t need brushes replaced periodically. And with modern inverter drives, the speed control is just as good as, if not better than, the control you get with DC motors.” See Figure 1.
In its research for new drive systems, Superior found NEMA Premium® efficiency, a designation by the National Electrical Manufacturers Association for drive systems that use less power and have high reliability.
Data Collection. “We also decided to install supervisory control and data acquisition (SCADA) capability,” Deaver said. “The hardware is a data collection unit that we connect to the drive and to our computer network so we can see what the drive is up to—whether it’s running at full speed, operating under a load, idling, and so on—and this lets us do some small-scale data crunching.”
A simple application is measuring how long a machine is idle. If the idle time goes past a preset limit, it sends an e-mail to a predetermined list of recipients, calling attention to a potential
production problem. Likewise, if a drive generates a fault warning, the data collection unit can generate a message to go to the maintenance department.
Before this initiative, Superior took a stab at a rudimentary form of process monitoring. Decades ago the company installed ammeters so it could measure the current drawn by the drive motors. This had the potential to provide some indirect drawing data, but no supporting technology existed to record it. Posting an operator at each meter to watch it throughout the draw, making written notes as the draw progressed, was the only way to convert the analog readings from the gauge to a written, permanent record. This wasn’t efficient recordkeeping, and eventually the meters fell into disuse.
Collecting, Using Data
While the drawing process sounds simple, it’s actually several steps, and the benches run almost continuously.
“On our rod drawing benches, each machine has three
mandrels constantly cycling—loading the tube onto the mandrel, drawing the tube, stripping the mandrel off the tube, then returning the mandrel to the start position—and each one has two operators, so there is always a lot going on at each machine,” Deaver said.
Just a few cycles can generate quite a bit of data.
“We can track idle times, processing times, motor acceleration, motor speed, motor load, and so on,” said Jeff Mlynarski, director of facilities, engineering, and maintenance. “In other words, we can monitor many data points, and we upload it and generate visual charts in real time. This lets us react to a situation immediately, as it’s happening, which is much better than not finding out until later or not finding out at all,” he said.
Used effectively, data of this sort is useful for much more than troubleshooting. It can provide a comprehensive look at inputs, outputs, throughput, and efficiency.
“Ultimately, we’re trying to measure overall equipment effectiveness,” Mlynarski said. “SCADA capability is going to help us in collecting and correlating the data, which we’ll use to determine the OEE. After that we’ll be able to measure lost time and then prioritize improvement actions by workstation,” he said. “That’s the ultimate goal.”
Additionally, the motor load data can be combined with information about the gearbox and other mechanics of the draw bench to compute the pull force. If a draw results in too much tension for the bench, that draw can be scheduled for a higher-capacity bench in the future, preventing further misuse.
“It’s not the same as using a transducer inline with the tube, but it’s very close,” Deaver said, commenting on the estimate’s accuracy.
“We’re also working at building a robust planning maintenance system,” Mlynarski added, including daily actions undertaken by the operators and more involved preventive practices carried out by maintenance department personnel.
Process Monitoring. “The device we’re using has enough recording resolution that you can infer the draw bench’s processes just by watching the graph over time,” Deaver said. “You can see the load spike when the pull starts, then you can see the load level off as it gets into the main part of the draw, and so on. It’s quite an amazing thing to have.” It’s also set up so that it can be monitored by cell phone for a remote supervisory capability.
Just a few days of monitoring can generate a tremendous amount of data, and this is the strength of this sort of system. Combining such data reveals normal operating conditions; separating it allows management to focus on anomalous conditions, such as a bench that runs too slowly or a draw that develops too much tension.
Safety Improvements. The old machines used relays; the new machines use programmable logic controllers. The first is adequate for running a machine, but the second provides essentially unlimited flexibility for running peripherals such as light curtains, emergency-stop switches, and other integrated safety equipment. The control panels, which Superior had built to its specifications, have a substantial number of extra circuit breakers for any future expansions, and Deaver estimates that the company is using only about half the communication capacity (see Figure 2).
Power Spikes. The variety of AC contactors used in Superior’s old draw benches, AC multispeed motors, weren’t very sophisticated. Their power consumption changed abruptly when they changed from one speed to the next, causing unpredictable power spikes and voltage imbalances that wreaked havoc on the company’s power grid, a phenomenon called dirty power. The new drives are a different breed altogether and don’t cause such problems.
Bringing Home the Bacon (to the Customers)
While benefits of the upgraded system are going to accrue to Superior in the short term, Deaver sees customer benefits over the long term.
“This system has the capability to store setup data,” he said. “After we finish a recurring job, we have the capability to set up the machine a lot faster, which would be a cost savings to the customer. It might also help with yield improvement and getting some orders out a little faster because we wouldn’t risk having an incorrect setup and generate a piece of scrap,” he said.
These draw benches have already outlasted their former neighbor, ENIAC, many times over. Whether the new hardware and software will add another six or seven decades to their working life is anyone’s guess, but one thing is sure: They’re running much more efficiently now than ever before.
About the Author

About the Publication
subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Zekelman Industries to invest $120 million in Arkansas expansion

2
3D laser tube cutting system available in 3, 4, or 5 kW

3
Corrosion-inhibiting coating can be peeled off after use

4
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.

5
HGG Profiling Equipment names area sales manager
