















Tube drawing principles
Understanding processes, parameters key to quality

You might not think that a hypodermic syringe and a large-diameter down-hole tube for oil exploration have much in common, but in fact they do. Tube producers often use tube drawing to change tube IDs, ODs, and wall thicknesses. Drawing also can improve the surface finish and refine the grain structure.
Tubing is used in applications as varied as aircraft hydraulic lines, diesel fuel lines, thermocouple sheathing, chromatography, and semiconductor manufacture. Tubular products for these applications often require close dimensional control, smooth and ultraclean ID surfaces, or other special properties. The correct drawing process can satisfy all of these requirements.
While drawing practices vary depending on the alloy being drawn, this discussion is specifically concerned with stainless steels and nickel-based alloys.
Tube Drawing Processes
The die most commonly used in tube drawing is a sintered tungsten carbide insert encased in steel (see Figure 1). The cobalt content is approximately 10 percent. A higher cobalt content provides more shock resistance, whereas a lower content provides better wear resistance.
The basic tube drawing processes are sinking, rod (mandrel) drawing, and several types of plug drawing (see Figure 2).
Sinking. Tube sinking is simply drawing the tube through a die to reduce the outside and inside diameters. Sinking does not use an internal support. While theoretically the wall thickness does not change, it may increase or decrease depending on the die angle and diameter-to-wall-thickness ratio. Commodity tubing for applications such as low-cost lawn furniture is often produced by multiple sinking operations.
The typical die angle is 24 degrees, and it has a relatively long bearing. Lower angles tend to cause wall thickening, whereas higher angles cause wall thinning. Sinking uses a long bearing to achieve the correct size and optimal roundness, making this process suitable for a final sizing operation.
Sinking is the least costly of the drawing methods and is advantageous in applications for which cost is critical but surface quality is not. Excessive sinking with wall thickening can have an adverse effect on surface quality: As the wall thickness increases, the ID surface becomes progressively rougher until sunburst cracking occurs.
Rod Drawing. The rod drawing process draws the tube over a hardened steel rod, or mandrel, that passes through the die with the tube.
The typical die angle for rod drawing is 36 degrees; the bearing length is short. This process reduces the OD, ID, and wall thickness. A secondary operation called reeling expands the diameter slightly so the rod can be extracted. For this reason, rod drawing rarely is used as a final operation.
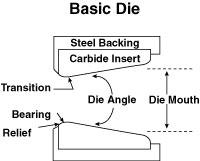
Figure 1In tube drawing, the die angle and bearing length are important considerations in the finished tube's appearance. The die angle influences the tubing's surface finish—a gentle angle results in a smooth finish, whereas a steep angle results in a rough finish. The bearing length must be long enough to ensure the correct diameter and roundness, but not so long as to increase and mar the surface finish.
Rod drawing creates less friction and lower drawing forces than any of the plug drawing operations, so it can enable higher area reductions than the other methods. This advantage is offset in that it is a two-step operation (drawing and reeling), as opposed to the three variations of plug drawing, which are one-step operations.
Tube producers use rod drawing primarily for sizes not suitable for plug drawing, such as heavy-wall or small-ID tubing. Rod drawing requires less setup time, so it is suitable for small runs. Rod drawing is limited in the lengths it can draw, which generally are less than 100 feet.
Superhigh-pressure tubing and heavy-wall hydraulic tubing usually are produced by rod drawing followed by a sinking operation to produce the finished dimensions.
Floating Plug Drawing. Floating plug drawing became useful in the stainless tube industry in the 1960s and 1970s for long coils for down-hole oil exploration. It is an effective way to produce good-surface-quality tubing in continuous lengths longer than 1,000 ft.
Tooling is more critical for this operation than for any of the others. The bearing must be long enough to permit the plug to seat in the tube ID, but not so long that friction becomes a problem. In addition to tool design, lubrication and tube cleanness are critical to successful floating plug drawing.
Two chief advantages of floating plug drawing are that it achieves a higher material yield than any of the other processes and its long-length capability.
It is the only drawing process for applications that require long lengths with a smooth ID surface, such as down-hole oil exploration. Thermocouple sheathing that requires a smooth and ultraclean ID surface is best produced by floating or tethered plug drawing methods.
Tethered Plug Drawing. Tethered, or semifloating, plug drawing is similar to floating plug drawing except it is intended for straight lengths. This operation produces a smoother ID surface than can be attained by rod drawing.
Fixed Plug Drawing. Fixed, or stationary, plug drawing is the oldest method for plug drawing stainless steels. One application is for producing smooth ID surfaces in short, straight lengths. While the operation is slow and area reductions are limited, no other drawing process has the capability of producing comparable ID surfaces.
The Feedstock: Seamless Versus Welded and Drawn Tubing
One of the more important factors in drawing is selecting the feedstock. Tube producers have two choices: seamless or welded. It is important to understand their respective advantages and disadvantages.
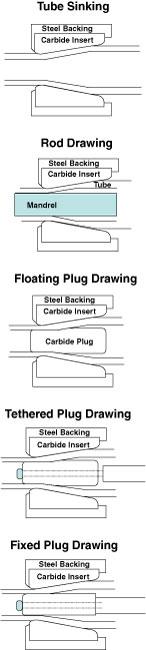
Figure 2The differences among tube drawing methods include the presence or absence of a rod or plug, whether and how the plug is fixed in position, and the die angle.
Dimensional Control. Welded tubing is produced from strip that is rolled to an exact size, then slit to the required width for welding. The result is a tube with a uniform wall thickness and excellent concentricity.
Seamless tubing originates from an extruded tube hollow. This process results in a tube that is much less concentric than a welded tube. The redrawing process does little to improve the concentricity. If the wall thickness of the original tube varies by 10 percent, the wall thickness of the finished, redrawn tube is likely to vary by about 10 percent too.
However, modern extrusion presses give manufacturers better control over the concentricity. Also, the use of a pilgering operation before redrawing can improve concentricity. These advances mean that if seamless tube is manufactured with modern equipment and processes, its concentricity approaches that of welded tubing.
Welds and Weld Defects. Historically, many considered seamless tubing to be the better option for drawing because techniques for producing a high-quality welded tube were not well-known and some types of weld defects were difficult to detect. Welded tube's advantages—superior concentricity and low cost—kept it competitive with seamless tubing.
Welding technology has improved and so has the confidence in the integrity of welded-and-drawn tubes. The issue of undetected welding defects is less important now than it was in years past. The cost differential still is an advantage.
In a perfect world a weld would have the configuration shown in Figure 3—a smooth transition from the weld to the parent material. The weld bead is approximately the same thickness as the base metal, with no sharp transition angle. This is a gas tungsten arc weld (GTAW) made with no filler metal. While other methods are used, GTAW is the most common in the small-diameter stainless industry.
Because stainless and most superalloys are poor heat conductors, relatively slow welding speeds are necessary to produce the block-type configuration shown here. This is costly and works against the economic advantage that welded-and-drawn tubing has over seamless. Increasing the welding speed requires increasing the heat input to ensure complete penetration. The result is a heavier ID weld bead and a sharp transition angle between the weld and the parent metal (see Figure 4). When the tube is redrawn, the sharp transition angle will develop into a crevice line.
The crevice line is a stress riser that may crack upon further redrawing (see Figure 4), or will crack if flared during subsequent fabrication.
The ID crevice crack is not easily detected by most inspection techniques and can go undetected until final fabrication operations, such as flaring or shaping. While this type of defect is still a concern in the industry, the conditions that cause it are well-known, and most tube manufacturers have this problem under control.
Other Considerations
Tube producers use all of these processes in various combinations. Cost and quality requirements determine the actual process the tube producer selects for a given application.
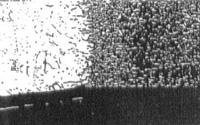
Figure 3An ideal weld has an angle of 140 degrees or more.
While floating plug drawing produces a smooth ID surface, the grain size and ratio of percentage of wall reduction to percentage of diameter reduction (Q value) are important considerations. Other things being equal, the finer the grains, the smoother the surface will be. In general, high area reductions followed by low annealing temperatures tend to produce fine grains.
A high Q value (high wall thickness reduction and low diameter reduction) tends to yield a smoother surface because a wall reduction irons the surface and a diameter reduction wrinkles it.
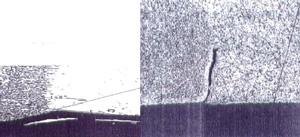
Figure 4A sharp angle between the weld and the parent material (left) creates a stress riser that can later turn into a crevice or a crack (right).
About the Author
About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Zekelman Industries to invest $120 million in Arkansas expansion

2
3D laser tube cutting system available in 3, 4, or 5 kW

3
Corrosion-inhibiting coating can be peeled off after use

4
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.

5
HGG Profiling Equipment names area sales manager
