















Senior Manager, Product Engineering and Applications

A resistance weld monitor can measure electric current during the weld, voltage between electrodes, electrode force, and electrode movement.
Process consistency is a common challenge in resistance welding. A number of things can go wrong, all caused by variations in one or more of these areas: equipment performance, material properties, and process settings.
To find the culprit, start by recording weld process parameters with a weld monitor and examining the results. An experienced, well-trained operator can detect welding problems and make educated guesses about their causes, but without the data from a weld monitor, that operator is largely running blind.
A resistance weld monitor can measure electric current during the weld, voltage between electrodes, electrode force, and electrode movement.
Basic models output a numeric aggregated value (minimum or maximum) for one or more parameters. More advanced monitors can capture and analyze the entire high-resolution waveform of every parameter. Waveforms provide much more useful information about the dynamic weld process than do aggregated values. For example, waveforms can reveal sparking caused by inconsistent fit-up, loose welding machine hardware, and inconsistent timing between application of mechanical force and electrical power.
Resistance welding is achieved by applying heat and pressure over time. Heat is supplied by passing current through the electrodes and weldment. Pressure is supplied by squeezing the weldment between two electrodes at a predetermined force. The time profile, or rate at which current and pressure are applied, can affect the weld result.
Heat and pressure cannot be measured directly. But they are the consequence of the current through the parts, voltage across the electrodes, and force applied by the weld head. Other electrical parameters, like power and resistance, can be derived from these measurements. In addition, the weld process causes a small movement, or displacement, of the electrodes that can reveal whether the weld has progressed as expected.
A change in any of these the parameters could indicate problems in the welding process, like improper alignment, dirt and debris, change in material, and change in coating.
The monitor, with its resultant values and waveforms, does not indicate whether a weld is bad or good. It can, however, compare the most recent weld to a known good weld. If the parameters are similar, it is passed as good; if outside the range, it is flagged as different. Different is often considered bad in a production setting, and the part would be flagged for rework or scrapped.
To determine the range of acceptable values or limits, a user will run a design of experiments using different weld equipment settings that will affect weld quality. Waveforms are recorded and reviewed with weld quality results. At the end of the study, upper and lower parameter limits can be set so that the range includes good welds and excludes bad welds. The optimal limits setting should avoid the acceptance of too many false positives—that is, welds that generate readings inside the limits but fail welding quality specifications. Finding the ideal parameter limits is time-consuming, but the result is process settings that will identify a good weld within statistical limits. For critical welds, this is the de facto procedure to follow for such products as safety components or medical devices.
In addition to quality assurance, weld monitors are used for:
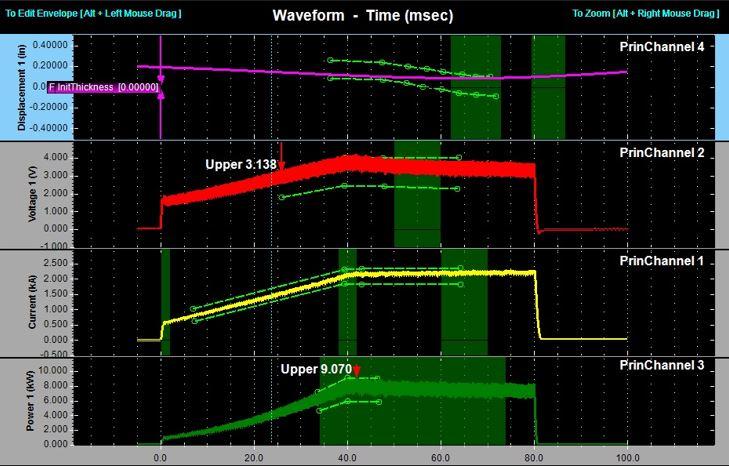
Advanced weld monitors can capture and analyze the entire high-resolution waveform of every parameter.
Data can be stored locally in the process monitor or on a networked server, either on premise or in the cloud. Modern, high-end monitors have software that stores recorded values in a database server. This database can be accessed and used by analytical statistical process control (SPC) software and overall equipment efficiency (OEE) programs.
Production managers, process engineers, and operators can use stored data to make informed decisions about the production process that affect product quality, throughput, and cost.
Indeed, it can. Artificial intelligence (AI) and machine learning (ML) are being applied in the welding field to create smart adaptive limits and to predict weld quality.
The AI/ML algorithms look for trends in the recorded data that may not be seen through standard graph analysis. In addition, AI/ML tools can generate many data features from process waveforms that can be used to spot subtle details about the welding process. While the sheer volume of data can overwhelm garden-variety SPC software tools, the data can be handled easily by modern ML algorithms running on inexpensive computers.
The AI/ML programs go beyond the simple instantaneous limits discussed in question No. 4. They adapt limits during the welding process, allowing for external fluctuations that occur naturally over time, such as ambient temperature and electrode exchange. These smart adaptive limits allow for higher throughput and better quality.
AI/ML may be able to finally answer the question, “Was that last weld good or bad?” and provide a means for weld quality prediction.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





