
















Contributing Writer
Almost every conventionally stamped part starts out as flat blank. Processing engineers then decide the process of how to transform this simple flat sheet into the final product geometry. Often part features such as stretch flanges present a problem, especially if the metal is very thin or very strong.
All metals are not the same. Some have good stretch distribution characteristics; others react very poorly when subjected to tension. Using a rubber skin, you can unfold the finished part geometry as if it were a flat blank. Doing so will show you areas of your product that will be subjected to severe stretch and possible failure. It also will show the exact difference in length of line from the flat blank to the finished part, in turn revealing where and how much stretch will occur during forming (see Figure 1 ).
Knowing that these conditions exist might lead you to add a performing die to the process. Preforming is done in an effort to force the metal to stretch more evenly over a larger surface area before the secondary forming process.
Unlike using a one-step stretch flanging process, you can control how the metal starches by using a special stretching punch shape. Then you can simply displace this needed, strategically starched surface area into the final product shape.
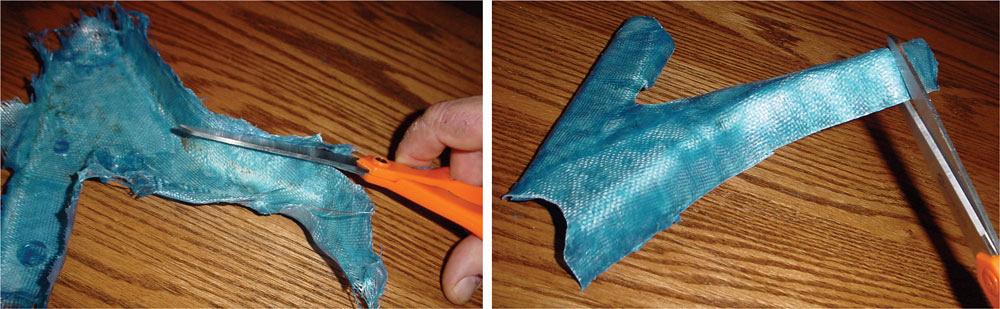
You can also unfold rubber skins to show ways of direct trimming your product. Items such as tabs, weld flanges, and shelves are the most common part, features that are unfolded (see Figure 2 ).
Diemakers also can use rubber skins. By placing the rubber skin directly on the punch of the forming tool, the diemaker can see where features such as trim lines fall on the forming punch. Anything falling outside of the trim or product area can be changed to reduce the forming severity of the part. It is also a great tool for showing customers what will likely happen during the forming process.
I don’t know about you, but I like cheap. I like quick. And I like effective.
Until next time… Best of luck!



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}