















Graduate Research Associate

Two-stage blanking, also known as shaving, can be used to improve edge stretchability. With this method, the operator blanks an initial hole of a smaller diameter than the desired hole. Then a larger hole is blanked with the desired dimensions before collar forming.
Shaving has been shown in research and practical experience to reduce edge fracture in collar forming (see Figure 1). Variables that affect this operation are the punch/die clearances (u1, u2) and the blanking offset (z).
In blanking and shearing operations, very high strains develop near the sheared edge after cutting. This means the material is significantly strain-hardened, leaving little room for additional stretching during subsequent operations, especially when blanking advanced high-strength steels (AHSS).
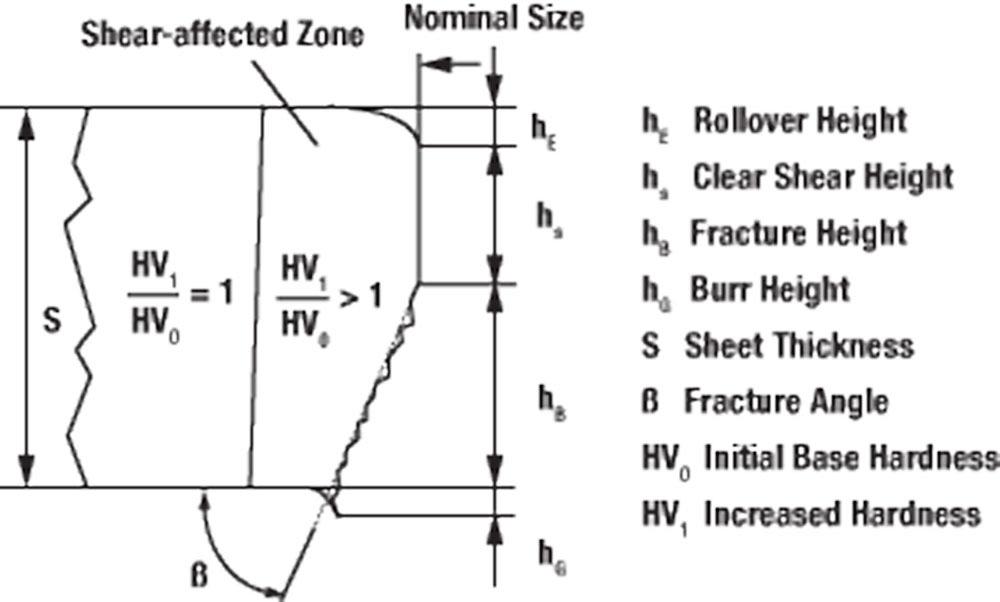
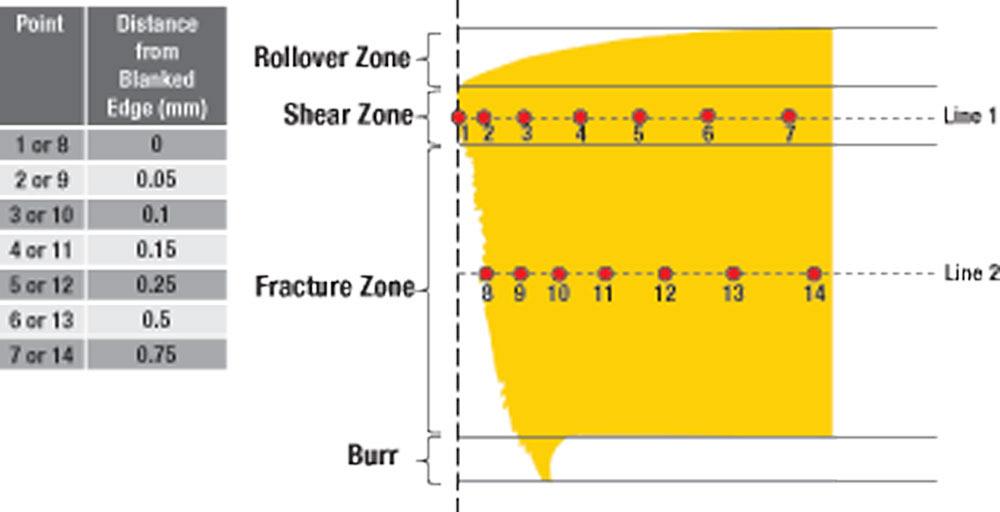
Recent studies conducted at Technical University of Munich (TUM) concluded that hardness near the sheared edge, or shear-affected zone (see Figure 2), is directly correlated to edge fracture during collar forming. Researchers observed that the shaving leads to lower strain hardening than in single-stage blanking.
To investigate how local hardening in blanking affects edge fracture in collar forming, researchers evaluated the edge stretchability achieved for different blanking clearances (u1, u2) and cutting offsets (z) using the hole expansion ratio (λ). A higher λ value indicates better edge stretchability in collar forming. λ is determined by:
λ (in %) = (D-d x 100)÷ d
Where:
At TUM, researchers performed collar forming tests on CP-W 800 cold-rolled steel, 4 millimeters thick. The first series of tests used a 50-mm-diameter hole, blanked at various punch-die clearances between 5 and 30 percent of the sheet thickness. The maximum hole expansion ratio (λ) that could be achieved was about 5 percent. As a comparison, collar forming using a machined (milled) hole could yield a hole expansion ratio of nearly 90 percent.
Additional tests used punch/die clearances of 10 and 15 percent in two consecutive shaving operations respectively. The second operation used cutting offset values (z) of 2, 3, and 4 mm. The results indicated that the selected shaving-tool geometries could produce a hole expansion ratio (λ) up to 40 percent.
These results clearly show that, for certain AHSS, shaving may be a useful technique to reduce or postpone the probability of edge fracture in collar forming. Obviously, additional studies may be needed to investigate the quantitative selection of shaving conditions for other AHSS material and thicknesses.
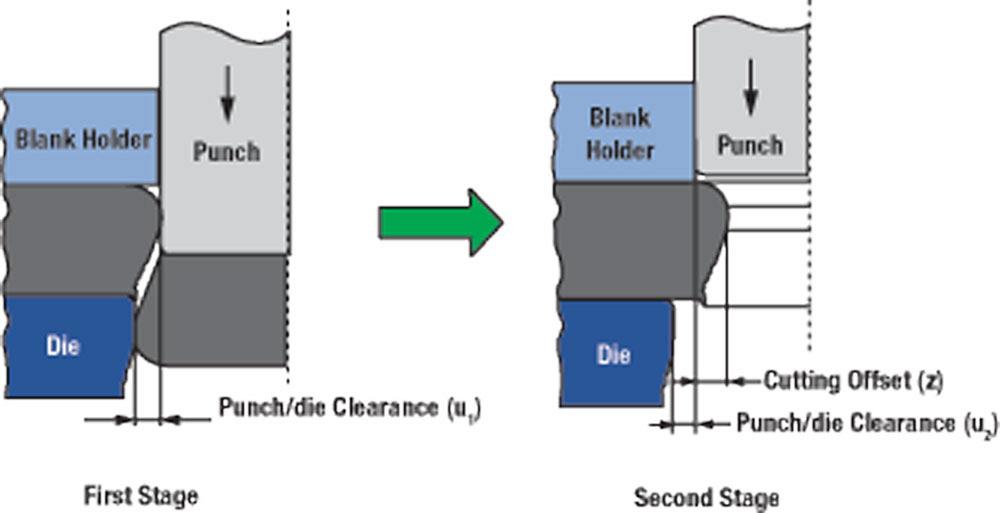
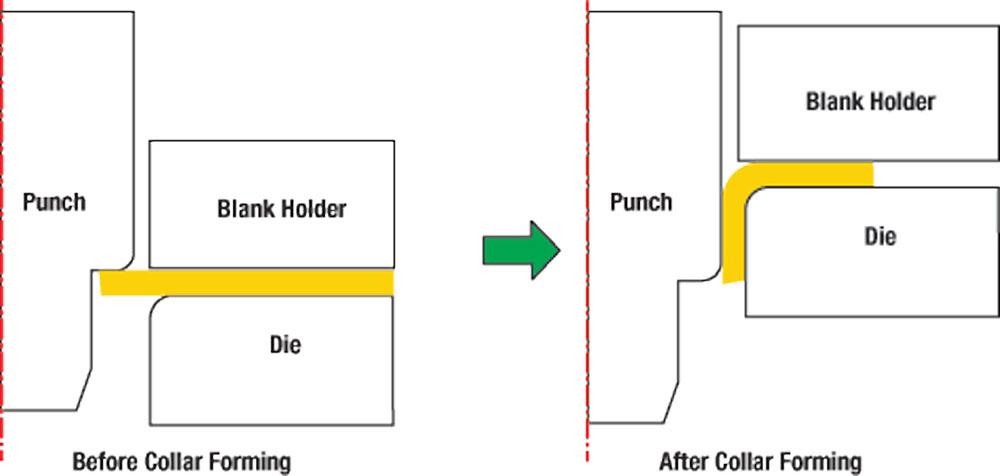
Figure 1
Shaving, or two-stage blanking, has been shown to reduce edge fracture in collar forming.
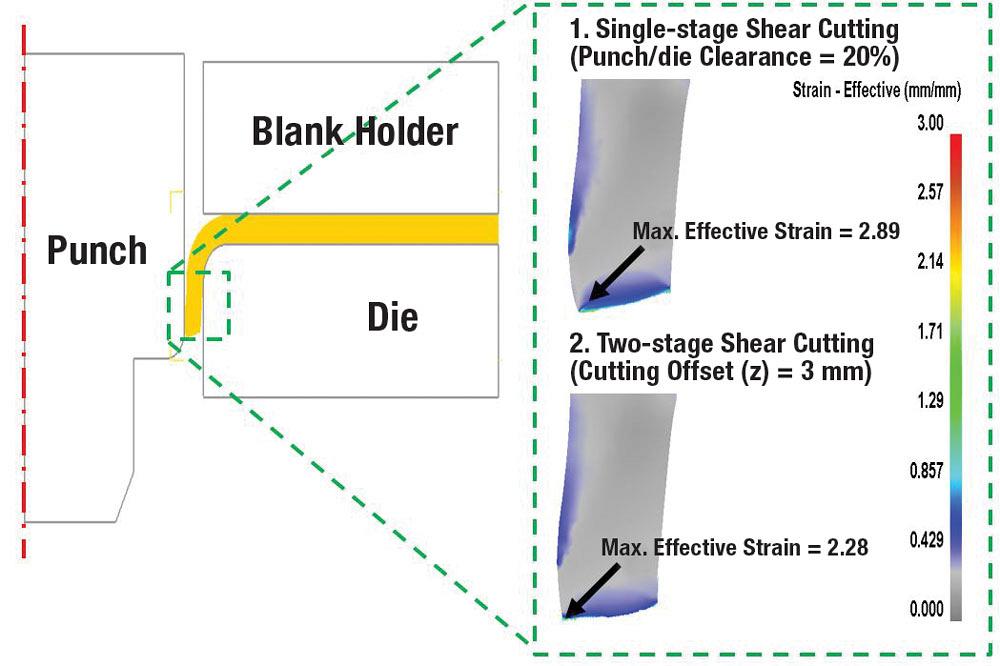
To replicate the experimental results obtained at TUM, researchers at The Ohio State University’s Center for Precision Forming conducted finite element (FE) simulations on different AHSS of varying thicknesses. Their goal was to estimate the tool dimensions for shaving that would reduce edge fracture in collar forming.
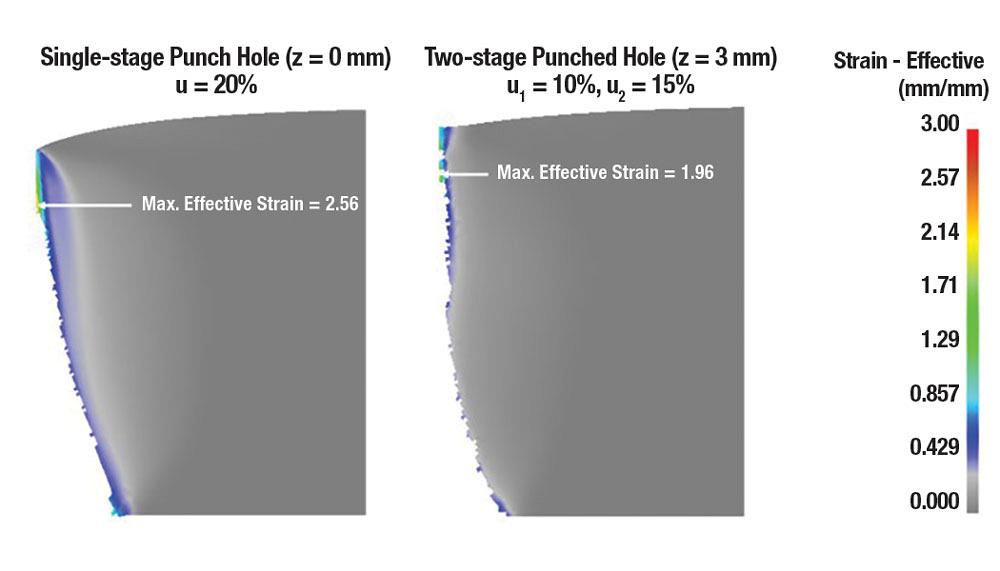
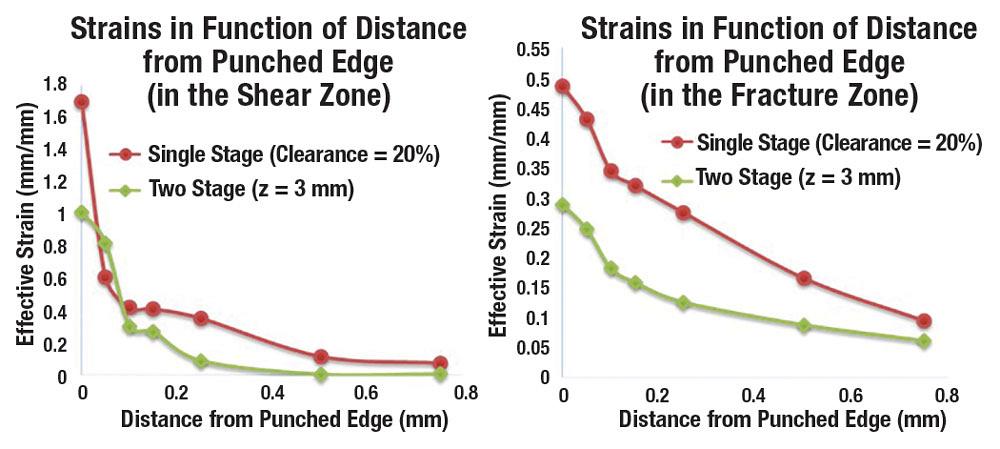
Figure 3 shows the schematic of the collar forming operation that underwent FE simulations. The distribution of strains generated in single-stage blanking and shaving, using the FE method, is shown in Figure 4. The strain values, obtained as a function of distance from the blanked edge, are shown in Figures 5 and 6 at two different locations in the thickness of the blank. These results also show, as did the studies conducted at TUM, that shaving leads to a relatively softer blanked edge and reduces the probability of edge fracture in a collar extrusion.
The strains, estimated in collar forming with and without a secondary shaving operation, are shown in Figure 7. The strains at the edge of the formed collar obtained in both cases show that shaving reduces the strains and consequently the chances of potential fracture.
It is necessary to predict at what edge strain or edge thinning level that fracture may occur. Studies are in progress to determine a relationship among strain hardening, edge thinning, and the probability of fracture for different AHSS and thicknesses.
References
I. Pätzold, F. Dittmann, M. Feistle, R. Golle, P. Haefele, H. Hoffmann, and W. Volk, “Influence of shear cutting parameters on the fatigue behavior of a dual-phase steel,”
Journal of Physics: Conference Series, Vol. 896, No. 1 (2017), p. 012107.M. Feistle, I. Pätzold, R. Golle, W. Volk, A. Frehn and R. Ilskens, “Maximizing the expansion ratio through multi-stage cutting process during collar-forming,” 37th International Deep Drawing Research Group Conference, Waterloo, Canada, 2018.
I. Pätzold, M. Feistle, R. Golle, W. Volk, A. Frehn and R. Ilskens, “Determination of the minimum possible damage due to shear cutting using a multi-stage shear cutting process,” 37th International Deep Drawing Research Group Conference, Waterloo, Canada, 2018.

Professor Emeritus and Director - Center for Precision Forming


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}