















Professor Emeritus and Director - Center for Precision Forming

In the transportation industry, the need for lightweight structures and safety requirements is being met with new developments in materials, machines, tooling, and forming methods. Lightweighting is achieved through product design, materials, processes, lubricants, and production equipment, as well as other factors that influence the design and production of transportation vehicles (see Figure 1).
The accepted paradigm is to conduct relevant R&D and apply the results to production to improve product performance and quality and to reduce costs and lead times—ultimately improving global competitiveness.
However, it also necessary to consider how the training and knowledge base of the people who design and manufacture a product contribute to that product’s competitiveness.
Stamping companies around the world pay about the same amount to purchase presses, automation, energy, and materials and even to borrow money. So how can a stamper pull ahead of the pack and become more competitive?
The main differences among stampers that can affect production costs are press uptime, scrap rate (how much material is purchased and how much stamped product is shipped), and labor costs. A company that achieves a high press utilization rate while producing good-quality stampings certainly has an advantage in reducing production costs. And while labor costs in Mexico might be one-fifth to one-third of those in the U.S., this is where press utilization and uptime—significant factors in part cost—come into play. The percentage of labor cost as part of the total cost of a stamped part makes a big difference.
The selection of production equipment, the frequency with which older equipment is replaced or capacity increased, equipment uptime, scrap rate, tryout time, and cost—all factors in competitiveness that are within a stamper’s control—are greatly affected by the training and knowledge level of the personnel, including researchers, engineers, tool- and diemakers, maintenance team, and press operators.
Thus, training and skills improvement are two of the best avenues to improve competitiveness. This is no secret, but it isn’t always straightforward. A recent article in The Wall Street Journal argued that in globalization and so-called “unfair trade practices,” often the level of training is the major factor. The article stated:
The success of Germany, which forces competition from developing countries, shows that well-trained workers can thrive amid pressure from abroad. About 75 percent of Germany’s private-economy workforce has taken part in the country’s system of vocational training with apprenticeships.
While the U.S. does not have a nationwide apprenticeship system, many companies have apprenticeship and internship programs that help the workforce increase their knowledge base and skills.
So in the stamping industry, as in other manufacturing industries, training is very significant. A major trend in stamping is to use, whenever economically justifiable, servo-drive presses and servo hydraulic cushions. With this consideration in mind, Hyson Metal Forming Solutions, Shiloh Industries, and the Center for Precision Forming (CPF) of The Ohio State University recently organized the training course, “Fundamentals and Applications of Servo Presses and Servo Hydraulic Cushions.”
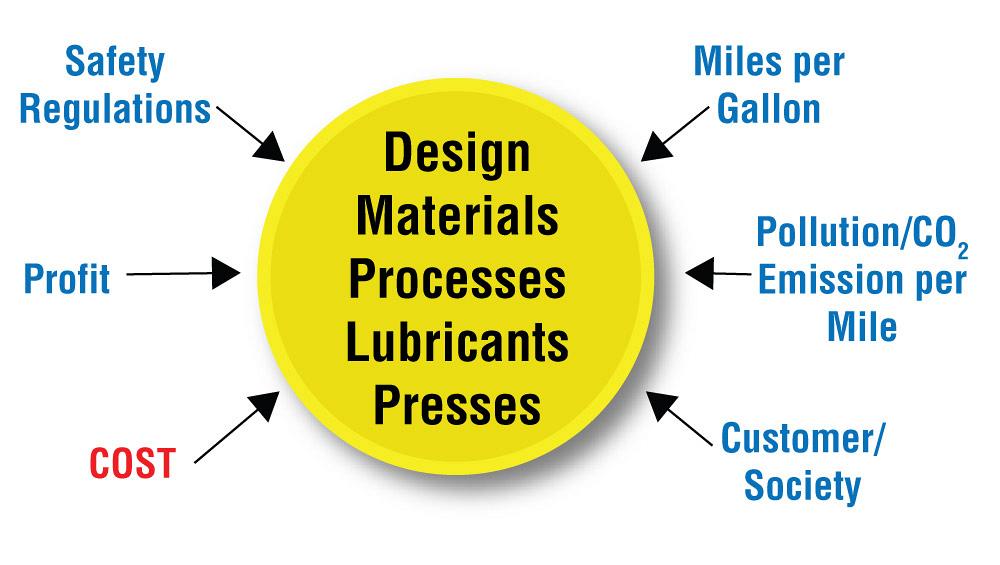
Figure 1
Several major factors affect the design and production of transportation vehicles.
The course included a short introduction to stamping operations and covered sheet metal forming systems, the significance of material properties, die design and materials, and lubrication and friction. It covered hydraulic and mechanical presses, including components, kinematics, force and energy relationships, ram speed, and strokes per minute.
The course then progressed to servo presses (kinematics, advantages, variation of ram speed during the forming stroke, comparison with mechanical presses) and servo hydraulic cushions (advantages in controlling blank holder force during stroke, capability to avoid hard hits). Case studies obtained from various publications and from CPF research about forming complex parts in servo presses were reviewed.
A live demonstration at the Hyson Metal Forming Center illustrated how to form an experimental part from Al 5182-0 using the capabilities of the servo press and servo hydraulic cushion (see Figure 2). A panel of experts from original equipment manufacturers, Tier 1 suppliers, a lubrication company, and servo technology suppliers conducted a lively Q&A session with strong participation from the audience. The course was full, attended by nearly 60 people.
Feedback from attendees indicated that the course should include practical and die design-related discussions, so future courses will include presentations by individuals directly involved in stamping with servo presses and servo cushions.
References:
Kate Bachman, “Xtreme MRO keeps heavyweight stamper on track,” STAMPING Journal, November/December 2016, p. 14.
E.P. Lazear and S. Janssen, “Germany Offers a Model for Middle-Class Jobs,” The Wall Street Journal, Sept. 12, 2016.

Figure 2
The demonstration at the Hyson Metal Forming Center featured a 300-ton servo press and 100-ton servo hydraulic cushion. The die set (top) was provided by Honda. The 900- by 600-mm part (bottom) was formed from Al 5182-0.

Professor Emeritus and Director - Center for Precision Forming


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





