















Laser Technologies and Sales Consulting Manager
Quoting based on laser cutting time alone can bring in the manufacturing orders—but they also could be money-losing jobs, especially when margins are thin for sheet metal fabricators.
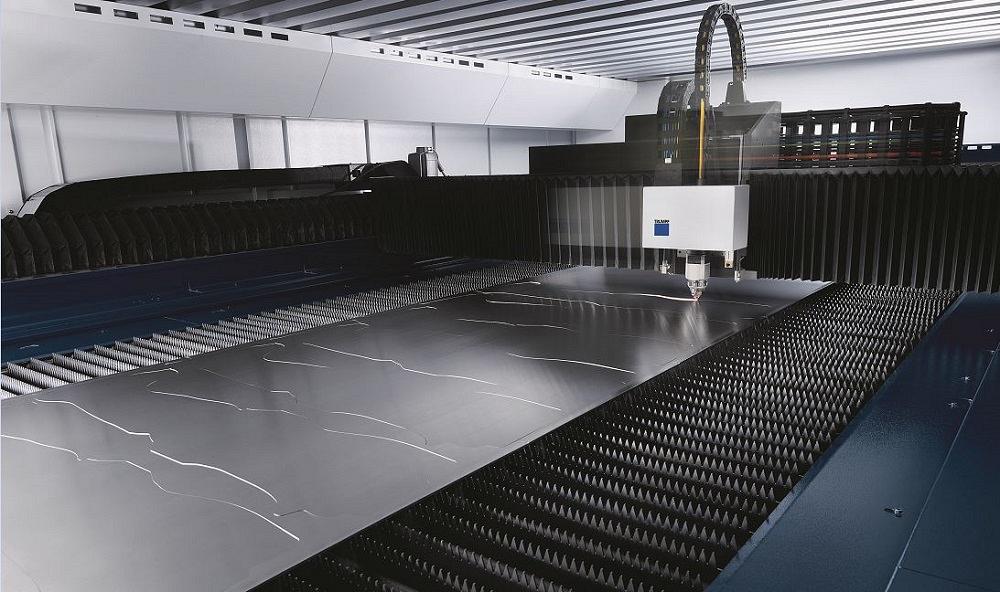
On the supply side of the machine tool business, we tend to speak in terms of machine performance. What’s the cut speed for half-inch steel with nitrogen? How long is the piercing? Acceleration rate? Let’s do a time-study to see what the run time looks like! While these are all perfectly good starting points, are they really the variables we need to weigh when pondering the formula for success?
Run time is the foundation on which a good laser business is built, but we need to look at more than just how long it will take to cut a job. Quoting based on nothing but the cut time can break your heart, especially when margins are thin.
To find any potential hidden costs in laser cutting, we need to examine labor utilization, machine uptime, consistency in run time and part quality, any potential rework, and material utilization. Broadly speaking, part costs fall into three categories: equipment, job costs (things like the material purchased or the assist gas used), and labor. From there, the costs can be broken down into much greater detail (see Figure 1).
When we calculate the cost of a job or the cost per part, all the items in Figure 1 will represent some portion of the overall value. Where it gets a bit murky is when we address a cost in one column without fully considering the ramifications on costs in a different column.
The idea of maximizing material usage might not come as a revelation to anyone, but we have to weigh its benefit against other considerations. When calculating the cost of a part, we find that in most cases, material consumes the largest slice of the pie.
To get the most out of material, we can implement strategies such as common-line cutting (CLC). CLC saves material and cutting time, since one cut creates two part edges simultaneously. But this technique has some limitations. It’s very geometry-dependent. Small parts prone to tipping will need to be tabbed together anyway to keep the process stable, and someone has to snap apart and perhaps deburr those parts. This adds time and labor, which isn’t free.
Part separation can be particularly arduous for thicker material, and here laser cutting technology is helping to create “nano” tabs more than halfway down the cut thickness. Creating them has no impact on run time, because the beam remains in the kerf; there’s no need to re-enter the material after the tab is created (see Figure 2). Such technology is available on only certain machines. That said, it’s just one example of how some of the latest advancements are no longer just about cutting speed.
Again, CLC is very geometry-dependent, so in most cases, we aim to narrow the web widths on a nest rather than make them disappear altogether. The web narrows. Great, but what about parts tipping and causing a collision? Machine tool builders offer various solutions, but one approach that is available to all is an increased nozzle offset.
The trend over the past few years has been to decrease the distance from the nozzle to the workpiece. The reason for this is simple: Fiber lasers are fast, and big fiber lasers are really fast. The impressive increase in performance requires a parallel increase in nitrogen flow rates. A high-powered fiber laser vaporizes and melts metal within the kerf a whole lot faster than a CO2 laser ever could.
Rather than slowing the machine, which would be counterproductive, we adjust the nozzle in relation to the workpiece. This increases the assist gas flow through the kerf without increasing the pressure. Sounds like a winner, except that the laser is still moving awfully fast and tip-ups become more of a problem.
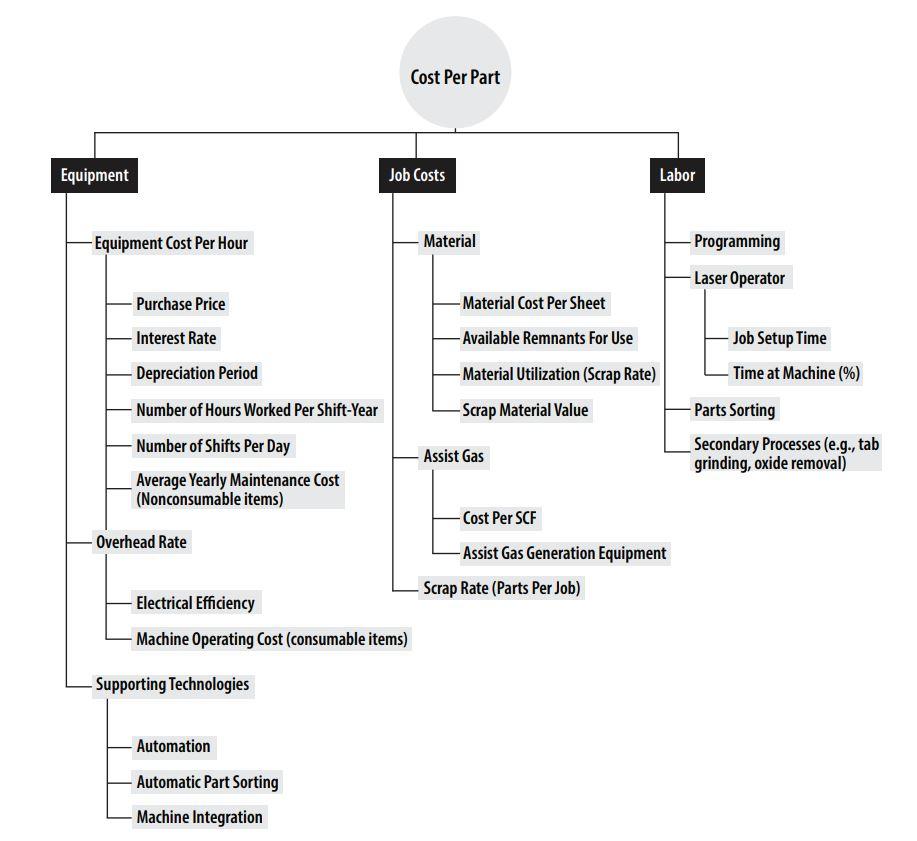
FIGURE 1. Three key areas affect the cost per part: equipment, job costs (including material and assist gases used), and labor. All three will be responsible for some portion of the overall value.
If the program has an especially difficult time with part tip-ups, then it would make sense to choose a cutting technique using a higher nozzle offset. Whether this strategy makes sense depends on the application. We have to weigh the requirements for program stability against the increased assist gas consumption that comes with a higher nozzle offset.
Another option to overcome part tipping is to incorporate slug-destructs, created manually or automatically with software. Here again, we have a choice to make. Slug-destruct operations increase process reliability, but they also increase consumable costs and slow down the program.
The most logical way to decide whether to use slug-destructs is to consider the likelihood of a part tipping. If it’s likely and we can’t safely program ourselves away from a potential collision, we have several options. We could secure parts with microtabs or cut the slug and let it safely drop out of the way.
If the problem contour is the entire part itself, then we really don’t have an alternative—we’ll need to tab it. If an interior contour is causing issues, then we need to compare the time and cost of tabbing versus slug destruction.
Now the question becomes about cost. Will adding a microtab make it more of a struggle to pull the part or slug out of the nest? If we do a slug-destruct, we’re increasing the laser run time. Is it cheaper to add additional labor for part separation, or is it cheaper to increase the run time at the machine’s hourly rate? Given the higher hourly rate of the machine, it will likely come down to just exactly how many slugs need to be cut into small, safe bits.
Labor is a huge contributing factor to cost, and it is important to manage when trying to compete with low-labor-cost markets. Laser cutting has labor associated with initial programming (though the cost goes down for subsequent runs of repeat orders) as well as the labor associated with machine operation. The more automated a machine, the smaller share of a laser operator’s hourly rate we can apply to the job.
“Automation” in laser cutting often refers to material handling and sorting, but there’s more kinds of automation that go into a modern laser. Today’s machines have automated nozzle changing, active cut-quality monitoring, and feed rate control. They’re an investment, but the resulting labor savings can justify the cost.
A laser machine’s charged hourly rate hinges on throughput. Imagine a machine that produces in one shift what used to be produced in two. In this case, going from two shifts to one can double the machine’s hourly rate. When each machine produces more, we reduce the number of machines required to do the same amount of work. When we halve the number of lasers, we’re also halving our labor costs.
Of course, these savings go out the window if our equipment isn’t reliable. Various processing technologies help maintain laser cutting uptime, including machine status monitoring, automatic nozzle inspections, and scattered light sensors that detect contamination on a cutting head’s protective glass. Today, we can use the intelligence of modern machine interfaces to show how much time we have until the next servicing.
All these features help automate certain aspects of machine maintenance. Whether we have a machine with these features or we maintain equipment the old-fashioned way (with elbow grease and a positive attitude), we must ensure that maintenance tasks are done, done well, and done in a timely fashion.

FIGURE 2. Laser cutting advancements continue to focus on the big picture, not just cut speed. For instance, this nano-tabbing method—joining two workpieces cut along a common line—makes thicker part separation easier.
The reason for this is simple: The machine needs to be in optimal running order to maintain high overall equipment effectiveness (OEE): availability × performance × quality. Or, as the website oee.com describes it, “[OEE] identifies the percentage of manufacturing time that is truly productive. An OEE score of 100% means 100% quality (only good parts), 100% performance (as fast as possible), and 100% availability (no stop time).” In most circumstances, attaining 100% OEE isn’t possible. The industry standard is closer to 60%, though a typical OEE depends on the application, the number of machines, and the operation’s complexity. Regardless, OEE perfection is an ideal worth striving for.
Imagine we receive a request for quote (RFQ) for 25,000 parts from a large, well-known customer. Securing this work could affect our company’s future growth in a big way. So, we quote $100,000, and the customer accepts. That’s the good news. The bad news is that our margins are razor thin. For this reason, we have to be certain that our OEE is as high as possible. To make money, we must do everything we can to increase the blue areas in Figure 3 and reduce the orange.
When working with thin margins, anything unexpected can eat into and even eliminate profits. Is bad programming ruining my nozzles? Are bad cutting rules contaminating my protective glass? I have unexpected downtime, and I have to interrupt production with some reactive maintenance—how will that affect production?
Poor programming or maintenance can mean that the feed rate we expected—and used to calculate my total run time—might be less. This lowers our OEE and stretches the total production time—even without the operator interrupting production to play with the machine parameters. Say goodbye to machine availability.
Also, are the parts we produce actually being shipped to the customer, or are some parts being tossed into the scrap bin? A low quality score in the OEE calculation can really hurt.
Production costs for laser cutting are much more detailed than simply charging for straight laser time. Modern machine tools offer a host of options to help manufacturers achieve the high levels of transparency needed to stay competitive. To stay profitable, we just need to know and understand all the hidden costs of everything we’re paying for when we sell a widget.
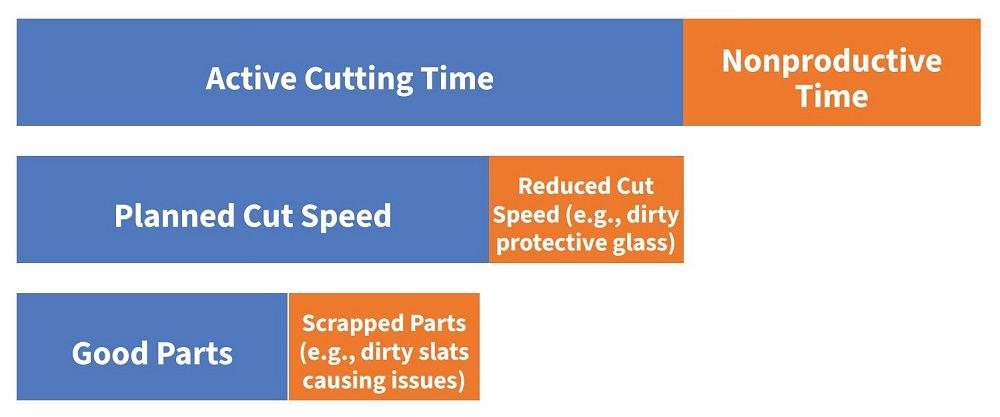
FIGURE 3. Especially when we work with razor-thin margins, we need to minimize the orange and maximize the blue.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





