















North American Marketing Manager
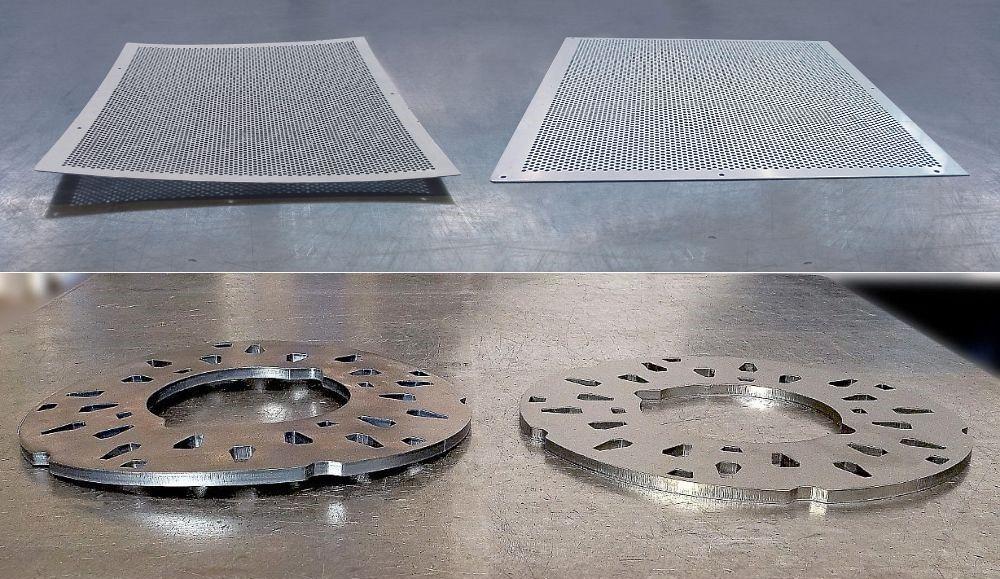
TOP: With perforated materials especially, flatness deviations and high internal stress are a regular occurrence. Leveling perforated parts and sheets is an absolute must to achieve a high-quality final product. BOTTOM: Running a laser-cut part through a part leveler will remove stresses and render the part flat. It’s important to maintain flatness to enable downstream processes to be done accurately and efficiently.
How many times have you fabricated a part that didn't quite form correctly, bend well, or couldn’t be welded properly?
You might have drilled countersink holes and beveled edges. You put work and time into the part, and now you're forced to just throw it in the scrap bin and wait for next week when it’s hauled to the scrapyard, netting nickels on the pound.
It’s possible for you to dodge the scrap bin by using a part leveler.
Leveling a laser-cut, plasma-cut, or stamped part might not strike you as being a necessity. For downstream processes, however, a leveled part means a better fit in final assembly. And that's just the beginning.
Many deformities and stresses in the raw material occur during the initial steel production in the mills. Flatness deformities include edge waves, center buckles, and crossbow. Furthermore, the internal stresses cause springback and warping. The coil tends to retain the natural curvature that the coiling process produces.
To release those trapped internal stresses, you need to bend the material close to or past the material’s yield point.
Stress Relief. Anything that has to be welded or assembled should be flat so that it fits precisely without gaps and bows. However, the minute you start cutting and welding, you’re introducing heat into a part, so it’s going to tend to warp. If it doesn’t warp, it will have high internal stresses. Those internal stresses in the material become apparent in the form of springback and bowing, which make it very difficult to achieve a consistent cutting or welding result.
A part and coil leveler removes those deformities by bending the material close to or past its yield point and then bending it back into a flat state. That is the only way to remove up to 99% of the residual stresses. If you don't bend it strongly, you will not release that tension or stress.
The yield point varies depending on how severe the deformities are, how many cutouts the part has, and other material specifications.
A rough rule of thumb is that the first set of rollers on a leveler are set at less than the actual material thickness, usually between 40% and 70%. The last set of rollers are always set close to the actual material thickness.

A leveler can have up to 21 rollers. As the material (shown in red) goes through the series of rollers, stresses are removed and the desired flatness is achieved. The rollers underneath the main leveling rollers are backups for maximum rigidity and machine longevity.
For example, a leveler that has 21 rollers will have 10 at the top and 11 at the bottom. There is a gap between the first set of rollers where the material enters the leveler. It is usually set to less than the actual material thickness, so that when the material goes in, it is bent very severely. Then, as the material exits past the last set of leveling rollers, it is flat and stress relieved. The leveling process does not alter the physical size or internal structure of the material.
Leveler, Straightener. A misunderstanding persists regarding straighteners and levelers. A straightener might be a three- or four-roll bender. Often, it takes a skilled operator to turn the part around and put it in again to make the part flat. But that does not remove any of the residual stresses. The problem with a simple straightener is that although you can get the part to lay somewhat flat, you're just pushing the internal stresses around and not removing them.
Even though the parts look straight and flat, they warp the minute they are heated during fabrication. The parts still have high internal stresses because they were not leveled close to or past their yield point. When they reach the welder, who tries to weld six parts together, they’ll clamp all the parts in place. But guess what will happen during welding? The parts start to bow and the welds are not accurate.
Eliminate Rework. Leveling parts saves fabricators from rework because fabricating flat and stress-relieved parts can then go right to the next fabrication process. They should be perfectly flat to be welded together in an assembly.
In terms of machine power, there usually are no limits. However, you can be limited by sheet and part size as well as thickness. If you can bend it, you can level it, for the most part. These precision levelers are extremely robust and powerful. They can handle anything from soft alloys like copper, all the way up to ballistic armor AR-500 material for tanks.
Material Thickness, Width. Most coils are about ½ in. thick to 72 in. wide. Coil levelers can level that range.
For plate-thick blanks, a stand-alone leveler can handle up to 2½-in.-thick plate.
Floor Space. Obviously, you need the physical space in your facility for the machinery, just like with any machine.
Flatness Specs. A technical analysis and a physical leveling test should be performed to determine whether the flatness specifications on the materials can be achieved consistently.
Perforated Parts. One application for which part leveling is really needed is for perforated parts. The minute a part is perforated, it's going to warp no matter how well the perforation is done. Perforated parts are most commonly used in the architectural industry, such as HVAC grills or architectural covers with intricate cutouts.
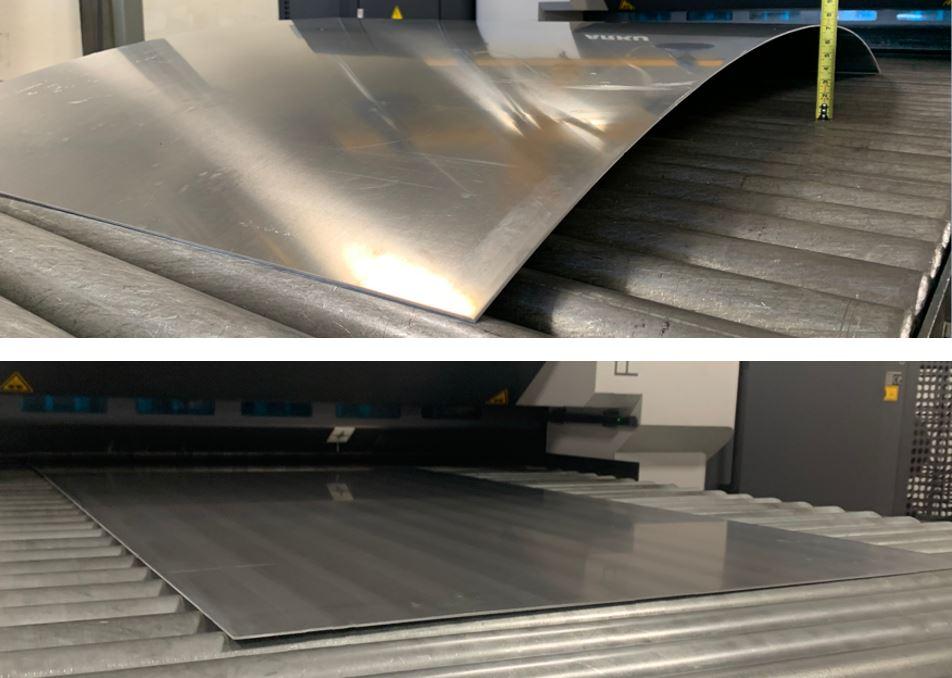
Leveling sheet metal is crucial to achieving consistently accurate cutting results without potentially damaging the cutting head.
Robotic Welding. A robot cannot compensate for flatness deviations during welding like a human welder can.
Welded Assemblies. These frequently are a bottleneck because a lot of the parts to be welded don’t go together as smoothly as they should. The parts can bow during welding and rework has to be done, which leads to longer lead times.
Sheet Metal Leveling Prior to Laser Cutting. If the sheets are not leveled and stress relieved, parts bow up during cutting, potentially breaking your laser head. This might cost thousands of dollars, and then you're down for a week or two. When you level the sheets before laser cutting them, you make them as flat as possible and remove the stress, thus eliminating the risk of damaging the laser head while also achieving more accurate cutting results.
Heavy Plate Leveling Before Plasma Cutting. The same principle that applies to sheet before it is cut with plasma or oxyfuel applies to plate.
Automotive, Medical, and Aerospace Industry Segments. These industry segments require very tight flatness tolerances.
B-grade Materials. During the pandemic and ensuing supply chain disruption, many fabricators grappled with substandard materials, high prices, and long delivery delays. In some cases, fabricators just couldn’t get materials fast enough. Cheap foreign metal was flooding the market. A precision leveler allows a manufacturer to turn these lower-grade parts, sheets, and plates into flat and stress-relieved materials.
Stamping. Coil levelers have long been used inline in stamping facilities to ensure a coil strip is flat before it is fed to a press to stamp out parts. Some stampers also have stand-alone levelers in their facility that they send individual parts through off the coil line.
A leveler is either mechanical or hydraulic. The reason for the difference is that thin metals need a mechanical adjustment, while thick metals need hydraulic pressure.
Imagine a 1-mm-thick piece of sheet metal going into a leveler, with the inlet set at 0.6 mm and the outlet at 1 mm. If the sheet metal is thin, it really doesn't have enough oomph to push the leveling rollers apart. The metal won't want to go through that narrow opening. So for thin sheet metal, you use a mechanical adjustment—there's just a screw jack and you turn a wheel. Or it can be equipped with a motorized adjustment—the weight of the top leveling cassette alone will hold the leveling settings constant.
However, when you get into 0.2-in.-thick and thicker plate material, you need a hydraulic leveler. There are four cylinders, one on each corner, and gap control that always keeps those settings that you entered constant. For example, when you insert ½-in.-thick AR-500 bullet-resistant armor steel, the material naturally wants to push the leveling rollers apart. It will resist putting a part through that severe of a bend. So that's why a hydraulic leveler is used for the thick parts. Hydraulic levelers with hydraulic gap control help achieve consistently good leveling results.

When heat is introduced into material that has not been stress relieved, warping, bowing, and springback can result. Leveling the part, such as this plasma-cut part, through a part leveler renders it flat and relieves stress, making it ready for immediate downstream processing.
There's a correlation between how many rollers you need and how much residual stress there is. Research indicates that 21 is the maximum number of rollers the machine should be equipped with. Beyond that, stress relief becomes negligible.
As a rule, thinner materials tend to contain more internal stresses than thicker materials. If you try to bend thin sheet metal, it can just snap back, referred to as springback. It has so much memory, it just doesn't want to bend or stay flat. So, with thin-gauge metal, you may use up to 21 rollers. You need a lot of those alternating bends to achieve the best result.
However, the thicker and larger the roller gets, the fewer the rollers needed. Industry experts can help you determine how many and which size rollers you need based on several factors.
What material do you need to level? What's the yield strength? What's the size? What's the thickness? Once they know the answers to these questions, they can do calculations and say, “Based on these values, we see this leveler as the most appropriate.”
You could have a piece of 4- by 4-ft. aluminum with ripples in it. Or you could have the exact same size piece with ripples and a bunch of cutouts in it. Each will both behave differently during leveling. One might need a different setting than the other because the one with cutouts has more material missing, so the material strength is not as high; you might not have to dive as deep.
Sometimes a leveler can't handle a material because it's too thick or too wide. Ideally, as the material thickness increases, you would also want a larger leveling roller diameter.
As the leveling roller gets larger, you will also lose some of the capability to level thinner material.
Ultimately, if you can buy only one machine, look at 90% of your parts. If only 10% of them are made of thick material, it may not be worth buying a really big a machine if 90% of your bread-and-butter parts are made of thin material.
Before, After, or Both? Some fabricators level their sheet metal before laser cutting, and some level the cut parts afterward. It really depends on their flatness tolerances and their material flow.
Many will cut, deburr, then level. It’s important to deburr before leveling because if you put a part with a lot of burrs into the leveler, the leveler will push those burrs into the material and then you're stuck grinding them out. However, some cutting processes, such as waterjet cutting, don’t create burrs, making that deburring step unnecessary.
Depending on how tight your tolerances are, sometimes it is beneficial to level the raw sheets or plates before cutting to remove the stresses and then to level the cut part again, because you're likely to have added some stresses back into the material during cutting.
For industry segments that require very tight tolerances, such as the medical field, leveling the sheets before cutting and then leveling the cut parts is essential. This ensures optimal cutting results, prevents crashes during laser cutting, and ensures complete flatness and stress-relieved final parts.
Level Everything. Utilize the leveler to its full potential. If you have a leveler in-house, nothing should stop you from leveling all raw sheet or plate as well as cut parts. If it doesn’t cost you a lot of extra time and works within your process flow, level everything. You'll save time and money down the road because bending, forming, and welding will be more accurate and consistent!
Optimize Material Flow. It’s best to arrange your processes so that you’re not carting parts from one end of the plant to the other to level them. Study your facility layout. Let’s say your thicker-plate parts are cut on a plasma cutting table or an oxyfuel table. Maybe right after it is the deburring machine. Position your leveler right after that. Those parts are heavy; potentially dangerous to move distances. If you don't have to cart it and load/unload it multiple times, you’ll save time and money. Material flow is everything. Robots can be a big help to alleviate handling hazards and free up employees for other important tasks.
Consider Acting as a Toll Processer. The leveling process is fairly fast. In most cases, the process surpasses the speed of downstream processes. Fabricators can take advantage of the extra time to perform the work for other fabricators. You can offer it as a toll processing service for other fabricators and metal suppliers in your area.
It’s possible that you will win business based on your ability to guarantee a specific flatness by running a sheet, plate, or part through a leveler. The leveler allows you the opportunity to provide a quote to prospective customers. You can say, “Hey, we already have laser cutting capability. We have bending capability. We can paint and coat. Now we can also make sure the whole part is flat.” And that's a big competitive advantage.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





