















Editor-in-Chief
In the 1990s metal fabricators leaned on modern fabricating technologies and computer processing power to improve customer service. The FABRICATOR archive
Editor's Note: This is the third installment looking at how the modern metal fabrication industry has impacted each decade since 1970, the same era that The FABRICATOR magazine launched. Read about the 1970s, 1980s, 2000s, and 2010s.
The beginning of The FABRICATOR in 1971 is one of humble origins. It was basically a newspaper that was published six times per year. In a way, the publication reflected the industry, dominated by skilled but humble men who won business because of good work and positive word-of-mouth advertising.
The 1980s saw an industry that had to cope with the emergence of CNC technology and foreign competition (“The search for productivity,” The FABRICATOR, April 2020, p. 76.), but by the time the 1990s rolled around, metal fabricators were coming to grips with the technology offerings and computing power that promised them a new level of manufacturing efficiency. If they didn’t yet have the latest fabricating equipment on their shop floors, they were making plans for investment.
By this time The FABRICATOR had grown to the tabloid-size publication it is today. It came out 10 times per year and had special sections on laser cutting, safety, and stamping technologies appearing annually. Metal fabricating was taking the next step into modernity.
Commercial welding inverter technology was not introduced until the late 1970s and still took a while to catch on. By the early 1990s it was starting to capture the attention of more fabricators.
In the story “Exploring application economics of welding inverters,” Adirondack Specialty Welding Inc. related its success with inverter power sources. The shop, which designed and fabricated ASME boiler and pressure vessel code components, worked regularly with materials such as stainless steel, titanium, chrome-moly, and carbon steels.
The company found that it achieved cost savings with its new power sources because they offered the ability to run multiple processes. As an example, the company frequently made root welds in both pipe joints and pressure vessels. The root pass had to be perfect to meet ASME X-ray standards, but in many applications the welder did not have access to the back side of the weld. As a result, the root was put in from one side only. In such cases, the company’s procedures called for gas tungsten arc welding to make the root pass followed by the higher-deposition-rate process of shielded or gas metal arc welding to fill the rest of the joint.
In “New technology for fabricating structural steel,” the eulogy was given to the idea of structural steel fabricators needing to manually produce detail or layout drawings for the shop. The age of computerization had arrived.
NC and CNC equipment had been around, but the beam processing software was cumbersome and required technical know-how. The new menu-driven software, however, was designed to be used by individuals who had limited or no special computer skills, according to John Holland of Peddinghaus Corp.
Today we see structural fabricators about to make that same jump into robotics for welding and fitting. The lack of skilled labor is influencing technology adoption just as it did 30 years ago.

After a decade of worrying about matching the manufacturing productivity of other countries, such as Germany and Japan, U.S. manufacturers turned their focus on the customer and getting quality products to them as quickly as possible. Just-in-time manufacturing would become the credo of metal fabricators in the 1990s. The FABRICATOR archive
That was a headline of an actual story addressing the hurdles that job shops might have in adopting just-in-time (JIT) manufacturing. The author, Jerry Rush, Amada, suggested that “probably less than a dozen precision sheet metal job shops in the U.S.” were implementing all of the major JIT manufacturing technologies.
What did job shops need to move forward with the concept? The author used Everest Electronic Equipment of Anaheim, Calif., as an example, pointing out how the company set up manufacturing cells, empowered machine operators to take on quality checks, slashed machine setup time, and reduced the use of lift trucks. Terry Wells, the shop’s president, said the JIT environment simplified communications with his customers.
“From a personal standpoint, JIT means not having to argue with customers. Prior to JIT there were always two potential areas of conflict: Depending on the needs of the moment, a customer would call up and say, ‘Where are my parts?’ or ‘Do not ship our parts!’
“With the quick response that machine cells provide, plus the implementation of kanban, our customers always have exactly what they need to sell when they need to sell it!”
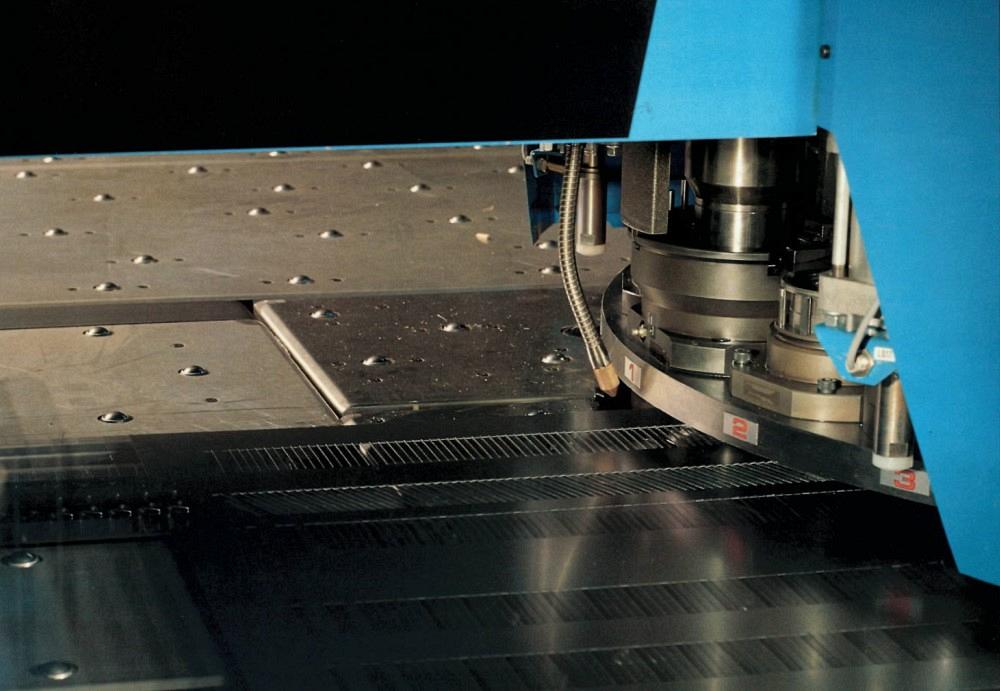
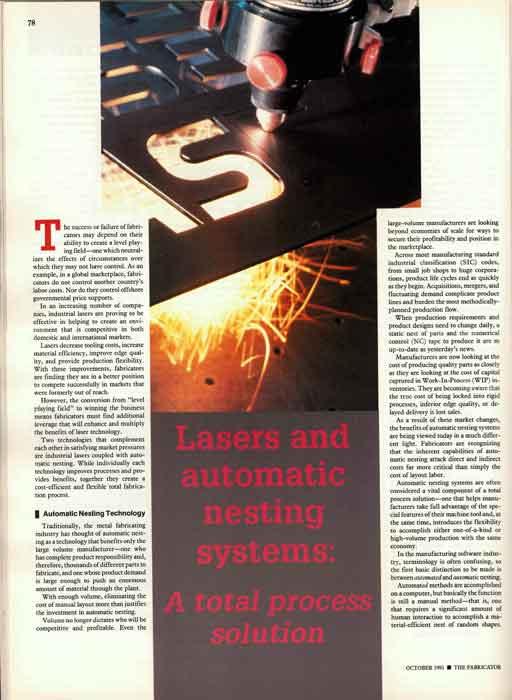
With more shops adopting laser cutting technology, discussions about automating the information that helped to run those new machines increased. What’s the use of having a dynamic cutting machine if it was shut down waiting for the next nest to be pulled together?
In the article “Lasers and automatic nesting systems: A total process solution,” two truths about modern nesting software and NC code generation were revealed that still hold true today:
1. WIP inventories are reduced because only that which is required is produced.
2. Prototypes and “hot” parts can be cut in the same production run along with scheduled parts, with the same economy and favorable material use.
The FABRICATOR profiled Mason Roberts, the owner of Specialty Sheet Metal in Dayton, Ohio, to learn just what he saw as being the keys to running a successful shop. His 35-employee company used a 20-station CNC turret punch press, a single-station punch press, two ¼-in. shears, two press brakes, and welding power sources to serve its customers. It also had spray painting capabilities.
According to Roberts, three keys to the company’s success stood out:
Laser cutting machines sped up the pace of metal fabricating, but a machine can cut only when it receives instructions on what to cut. Automatic nesting needed to take place to ensure that fabricators got the most out of their new capital equipment investments. The FABRICATOR archive
1. Staffing the shop with skilled workers.
2. Finding the right type of customer that fits the shop’s capabilities.
3. Choosing the equipment that provides the performance required to produce parts for customer needs.
Even as late as the early 1990s, CAM software was not common in sheet metal fabrication. The software simply didn’t offer easy integration with cutting equipment on the shop floor.
Bill Belanger, president, Cybermation Cutting Systems Inc., wrote that a new generation of sheet metal cutting technology was allowing that to change. CAM software could be directly integrated with the machines. There was no longer a need for inefficiently translating part designs into NC code.
“With this direct integration, CAM capabilities are accessible to nearly everyone who needs them, including machine operators, part designers, engineers, and their supervisors,” Belanger wrote. Sounds a little like the promise of Industry 4.0.
In an update on the U.S. government actually moving toward the metric system as part of its official buying process, Alan Whelihan of the U.S. Department of Commerce’s National Institute of Standards and Technology had a simple warning for metal fabricators: “Yes, this conversion is going to happen, but it won’t be driven by activity that will be mandatory for the private sector.”
Well, you know what happens if government is involved. It just takes a little longer.
In “Developing quality systems for welding,” John Menhart and Gary Wittstock of Technical Professional Alliance wrote about ISO 9000, which had come over from Europe and was being seen by many U.S. companies as a necessity if they were going to participate in international trade of some kind.
“The basic concept of ISO 9000 (ANSI/ASQC Q9000 in the U.S.) is to develop systems to assure the customer of consistent performance to standards. This objective makes good business sense for all manufacturers,” the duo wrote.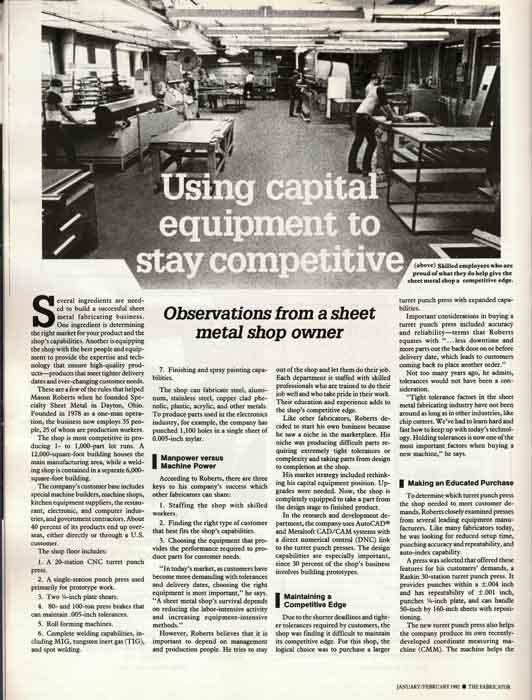
The 1990s brought a greater interest in tighter tolerances on sheet metal parts. That hadn’t been the case in the decades before. As a result, fabricators needed to buy equipment capable of holding advertised tolerances. The FABRICATOR archive
Laser cutting technology obviously shook the metal fabricating industry to its core. Shops didn’t need tooling to produce high-tolerance 2D shapes, and the machines worked quickly.
Plasma cutting technology had been around for years, but it really couldn’t deliver the same quality cuts as a laser. The FABRICATOR covered the debut of “precision plasma” technology as a cost-effective alternative.
James White of Komatsu wrote that the new technology addressed the problems of conventional plasma technology: a large bevel angle, jet deviation, and double arcs. All of that was caused by an unstable plasma arc. A magnetic field was introduced to help improve the productivity of a mechanically stabilized plasma jet. The author was confident that, combined with the right table design, the technology could deliver high-quality, accurate, and dross-free sheet metal and light plate parts. History suggests that he was correct as precision plasma cutting remains an important technology, particularly for those that process a lot of plate.
The FABRICATOR asked its readers a simple question in this issue: Should you relocate? This article reminded shop owners and managers that economic development authorities around the U.S. valued metal fabricating businesses as robust job-creation machines.
Kent Crippin of Grant Thornton said that shops should only consider a “manufacturing-intense state” as a place to relocate because it provides the best environment for a shop to grow. What qualifies as high manufacturing intensity? One metric was that a state had to have 15% or more of its workforce engaged in manufacturing. That was the national average in 1986-1989; today U.S. manufacturers employ 8.5% of the overall workforce, according to the National Association of Manufacturing.
Business consultants know it. Employees take advantage of it. Weak leaders translate into weak performance.
Woodruff Imberman of Imberman and DeForest, a management consultant, decided to address the hallmarks of unsuccessful executives. If you see managers disregarding subordinates, avoiding listening, failing to see the big picture, and talking rather than doing, you need to minimize the damage.
As Imberman wrote: “Most companies have room for all sorts of executives, but square pegs will not function well in round holes.”
In the same year that The FABRICATOR covered precision plasma cutting, it also provided a nod to the expanded usage of lasers, specifically high-powered CO
“High-powered” in 1993 meant 2,000 to 3,000 W. The latter was said to be capable of cutting heavy plate as thick as 1 in.
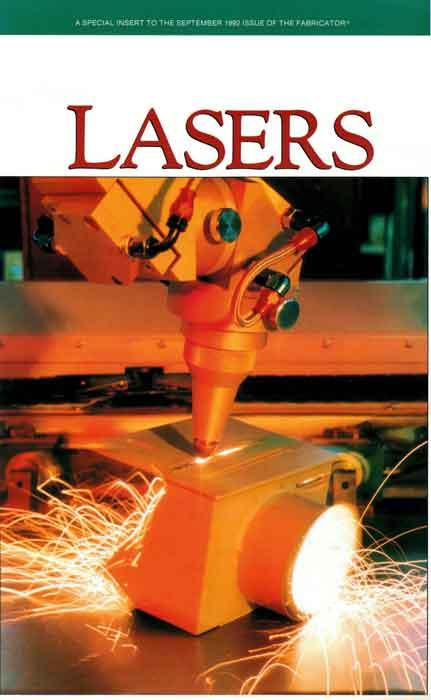
The 1990s saw the fast-paced adoption of laser cutting machines, so it was no surprise that The FABRICATOR launched a supplement in 1992 to cover the technology. The FABRICATOR archive
The article, written by Ray Hundsdoerfer of TRUMPF, documented some of the success that John Deere in Des Moines, Iowa, experienced with its new CO
What type of cutting speeds were we talking about in these thick steel applications? “As a worst-case scenario for processing speeds, if cutting a low-grade, rusted material with a midrange 2,600-W laser, conservative speeds range from 40 IPM in ½-in. plate to 16 IPM in 1-in. plate,” Hundsdoerfer wrote.
The Fabricators & Manufacturers Association has always been dedicated to serving the industry. During the 1990s, it routinely held Fabricating Industry Roundtables. The FABRICATOR covered one of these roundtables that focused on cost estimating.
It’s interesting to see what job quoting was like back then. To give you an idea, one fabricator said, “Quoting is really a shot in the dark.”
The roundtable revealed that four of the fabricators had purchased a quoting software package, while 11 others developed their own systems. Participants appeared to have an average of one estimator for every 15 to 20 employees. Also, six participants charged by a flat rate, and five charged by operation.
To give you an idea of just how the metal fabricating market was still in the very early days of laser cutting, consider that sales of turret punch presses averaged 600 machines per year in the early 1990s. But that was changing, and “Examining the U.S. laser industry” provided a hint of what was to come.
Not only did laser cutting offer fabricators a way to cut shapes without the need for tooling, it cut parts very quickly and with high-quality edges. Also, the technology was progressing at this time into higher wattages, up to 3 kW, allowing laser cutting machines to take on thicker materials, typically the domain of plasma cutting machines.
One machine tool vendor suggested that overall sales could perhaps climb to more than 200 laser cutting machines per year in the U.S. It makes you wonder what he’d think of the large number of machines, some of which are 10 kW, being sold today.
Covington, Ky.-based Summit Fire Apparatus, a builder and refurbisher of specialty firefighting equipment, wanted to automate its design and manufacturing process. At the time the process time just to design parts manually took about three weeks. After CAD software was introduced and machine instructions could be placed on a disk and walked out to the shop floor, where they were loaded into the CNC punch press, the entire process time from design through assembly was reduced to three weeks.
In “Evaluating and purchasing new laser equipment,” William Morton, president/CEO, Morton Metalcraft Co., Morton, Ill., described the importance of process evaluations before purchasing and installing new capital equipment. Before embarking on a huge machine investment, Morton wrote that the company discovered that it needed to maximize material usage, tighten up the plant layout, shorten manufacturing cycles, and reduce WIP inventory. This evaluation period lasted for about 18 months.
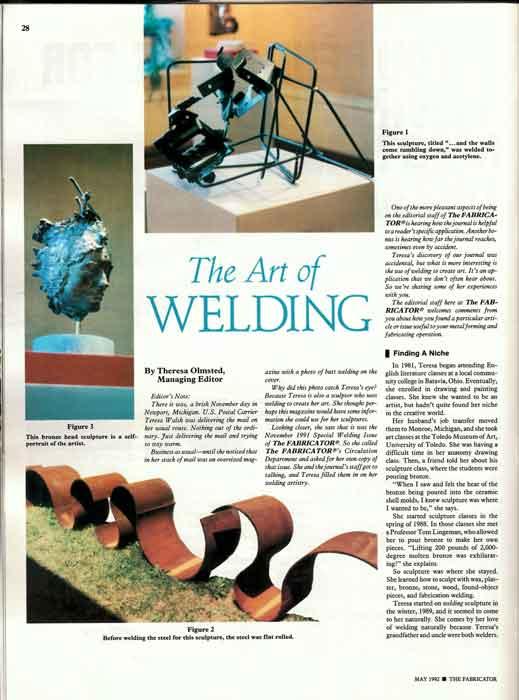
The FABRICATOR featured its first article on a welding artist in 1992. Like many of the stories in the magazine, the suggestion came from a reader. The FABRICATOR archive
“As a result, we completely overhauled the production facility. We physically categorized the plant into three focused ‘factories’ for general fabrication, heavy fabrication, and finally an enclosure facility,” Morton wrote. Each factory was set up to receive flat blanks and then form, weld, paint, and ship products out.
With the plant restructured, the company installed four laser cutting machines, three 2.6-kW machines and a 1.5-kW unit; a powder coating system; an additional CNC punch press; and five press brakes. Once the equipment was installed and running, Morton Metalcraft found that labor hours decreased 25%, and material utilization improved by 7% when compared to when the company relied on older laser cutting technology.
This publication rolled into the new year by separating its January and February issues. That left the July/August issue as the only combined issue. Things were good!
What had changed? Well, the first issue of The FABRICATOR in 1971 had two technical articles and 12 advertisements. The September 1995 issue, on the other hand, had 13 technical articles and 478 ads.
In the previous decade, CAD/CAM programs had helped deliver a new era of efficiency for CNC punching, laser, and plasma cutting machines. Unfortunately, that did not apply to press brakes.
Vickie Wei Sun, a product development manager, Merry Mechanization Inc., was one of the first to write about the subject in the pages of The FABRICATOR. The author not only saw online programming as a better alternative to manual setup, but also offline press brake simulation software as a helpful tool in reducing setup errors and avoiding scrap. Twenty-five years later, the industry may finally be untapping the true potential of this approach to bending.
The FABRICATOR covered powder coating for the first time. Just as laser technology had started to really take off in metal manufacturing, so had powder coating. Even though the finishing technology was developed in the 1960s, it didn’t really find its footing until the 1990s as more manufacturers were looking for an environmentally friendly and durable finish.
According to the Powder Coating Institute, annual sales of powder coatings had grown to 517,000 metric tons, compared to 170,000 metric tons in 1986.
The original article, written by Kenny Spielman, S&B Finishing Co., Chicago, also touched upon what a fabricator should do when working with a custom powder coating shop. Today more fab shops are looking to get into painting or powder coating their own products to control processing times. In fact, the 2020 readership survey for The FABRICATOR indicated that just over a third of shops surveyed actually provide painting or powder coating capabilities.
With metal processing technology advancing, sooner or later someone had to address the automation of sheet handling. Obviously, equipment such as laser cutting machines can operate only when sheet metal has been delivered and placed on the cutting bed.
In January 1996 The FABRICATOR celebrated its 25th year as a publication. The FABRICATOR archive
Francis Lavenger, president, Agile Process Technology, wrote that if a fabricator was struggling with low machine and labor utilization, hidden WIP inventory, and insufficient manufacturing space, “the principal reason is probably that 90% of your product’s manufacturing time consists of it waiting to be moved from operation to operation.”
As any fabricator will tell you today, you don’t get paid for moving material around or having it sit in an aisle. That lesson has been well-learned since the 1990s.
In The FABRICATOR’s first edition of the Readers’ Forum section, Tommie Crawford of Metal Product Co., McMinnville, Tenn., brought up a question that has been asked each and every year since: “Have you thought about changing your magazine to a smaller format?” Crawford wanted a smaller page size so that he could cut out and keep articles for reference in a binder or letter-size file.
The publication’s tabloid size is part of its brand now. No reduction in size is planned anytime soon.
Jeff Holmes, director of safety, Economy Mechanical Industries (EMI), Wheeling, Ill., shared with readers how “S-A-F-T-Y Bingo” can be played to reduce the risk of worker injury in a shop.
The concept, developed by Bingo King, Council Bluffs, Iowa, was played very much like ordinary bingo. Every shop or field employee received a game card, which was distributed with paychecks. Each morning following an accident-free day, the safety director drew a number and posted it on the master board, which was hung up prominently in the shop.
At EMI the daily numbers also were recorded onto a bingo hotline, so employees could call in to learn the numbers. Prizes were distributed as bingos occurred, and play continued until someone scored a blackout or an accident occurred that required medical treatment.
The game helped to reduce the company’s insurance premiums. In three years EMI reduced its lost time per 200,000 employee hours to 1.5 hours, which was less than a quarter of the industry average frequency of 5.7 hours.
A recap of an FMA press brake and shear course included questions as to why metal fabricators weren’t keeping up with the latest bending technology of the time.
R.L. “Bob” Butchart said that he was surprised to see fabricators being so slow to recognize what could be accomplished with CNC press brakes. “About 20% of the U.S. press brake population is more than 20 years old. About 5% or fewer of those being purchased today are high-tech CNC machines,” he said. “They are behind any other industry in terms of taking advantage of high technology.”
FABTECH International visited Cleveland in 1998, and Elvis appeared on the cover of The FABRICATOR to promote the event. The FABRICATOR archive
The FABRICATOR found its first home on the internet at www.fmametalfab.org, which was FMA’s home–page. Today that URL will take you to www.fmamfg.org, which is the newly revamped FMA website.
The FABRICATOR can be found at www.thefabricator.com, but you knew that already.
The article’s headline was “Is the shear market’s demise greatly exaggerated?” Unfortunately, the long-term answer was not something the author wanted to hear.
The FABRICATOR reported on a then new patented cutting technology that involved bundling an Nd:YAG laser beam in a laminar waterjet with a diameter as small as 0.1 mm. The Swiss technology developer said the process could be used not only for cutting, but also drilling, ablation, and surface structuring of metals, ceramics, plastics, and composites.
The first industrial applications of the waterjet-guided laser were to remove thin semiconductor layers on glass substrates for a new type of solar cell, structuring aluminum surfaces, milling of micro-cooling units, and cutting small aluminum profiles and metal films between 0.05 and 0.5 mm.
Demand-based flow manufacturing is a topic The FABRICATOR covers frequently in its present-day issues, but in the 1990s it was not as widely discussed. Consultant R. Michael Donovan offered an overview of the subject and gave fabricators an idea of what it could mean for them.
The concept is simple in theory. It’s a manufacturing environment where work is “pulled” through each production work center only when needed to satisfy a customer order. This means the entire supply chain has to be configured for maximum flexibility and quick response, so irregular or custom orders can be filled as quickly as standard ones.
The concept is a little more difficult to implement. Effective communication channels have to exist to notify machine operators what to work on and when. Also, workers have to turn their back on bad habits, such as building what’s convenient instead of what’s needed.
For those that can pull rework processes, reconfigure layout, and reeducate employees, the payback can be huge, helping to cut production cycle time by as much as 60% when compared to “push” production environments. “The demand-based flow concept drives out the heavy costs resulting from imbalanced production schedules, excessive WIP, as well as WIP queues and the high fixed overhead costs resulting from trying to manage operations in disarray,” the author wrote.
Al Gildemeister, CEO of a fabricating equipment dealer, was named chairman of the FMA board of directors and offered his take on the current state of the industry. In many ways, metal fabricating still faces the same uphill battles it did more than 20 years ago.
“People today, they don’t want to get their hands dirty,” he said during the interview. “They’re not interested in working in a factory. They’re not interested in learning how to be a welder. That’s a major problem.”
Duane Miller, a veteran of the metal buildings industry, wrote that “ISO 9000 certification will become as essential as passports for engaging in global commerce by the 21st century” in an article. He is not exactly correct, but the quality assurance certification program does remain a fixture for large multinational companies and many of the fabricating shops that are a part of those supply chains.
Miller wrote about Butler Manufacturing Co., a preengineered metal building systems manufacturer, which was looking to become ISO 9001-certified. The company wanted to use the certification as a closed-loop management system to ensure a culture of consistent practices and continuous process improvement for the company’s six plants and multiple satellite facilities, such as engineering centers and research facilities.
vWith corporate management’s backing, all of Butler’s operating units achieved certification over several months. Some productivity and quality improvements were reported shortly after systems were formalized. In the end, the company got its continuous improvement framework in place; it just happened to be in the form of ISO 9000 certification.In a profile of American Fabricators Inc. in Nashville, owner Milton Grief said that his business was dependent on the latest fabricating technology. It was one of the ways that he was able to build a company with $30 million in annual revenues.
At that time he had just purchased four laser cutting machines over the previous decade. “The worst thing that can happen to me is to get hung with an obsolete piece of junk or old, unreliable equipment,” Grief said.
The opening sentence to “Assessing press brake automation needs” sums up the pursuit of automated bending very succinctly: “For as long as fabricators have used press brakes to bend sheet metal, they have struggled to transform the manual operation from an art to a science.”
In this instance, the author, Ashish Udani of ABB Flexible Automation, was referencing the sort of new pairing of robots and press brakes. “…(R)obotic technology advancements have given fabricators an opportunity to address those challenges and change the way they run their press brake operations,” he wrote.
Of course, fabricators didn’t flock to these automated bending answers. They waited. Today circumstances have changed. The dearth of trained press brake operators and the arrival of the fiber laser cutting machine probably drove the adoption of automated press brake cells more than anything.
Larry Dunville, president, Dearborn Crane & Engineering Co., shared his company’s success with open-book management in “Opening your books and your mind.” The concept is pretty self-explanatory: Open-book management is the process of opening all your books (with the exception of individual salaries) to all of your employees.
Dunville cited one of the most important lessons in the article. The management approach is effective only if employees understand the financial discussion. When he arranged for the company’s controller to provide financial training on how to read a profit and loss statement, balance sheet, and cash flow statement, people began to acquire an understanding of the business.
Was shutting down the facility for two hours every month and providing everyone a lunch to go over the books worth it? “ … I remembered that we now bill 532% more per labor-hour than before the program started five years ago,” Dunville wrote.
That sort of result can’t be guaranteed for everyone, but it does underscore the importance of having all members of a manufacturing team working toward the same goal. The human element of manufacturing is a necessity, and that would never become more obvious than in the beginning of the 21st century, when manufacturing was looking for the next generation of workers.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





