















Editor-in-Chief
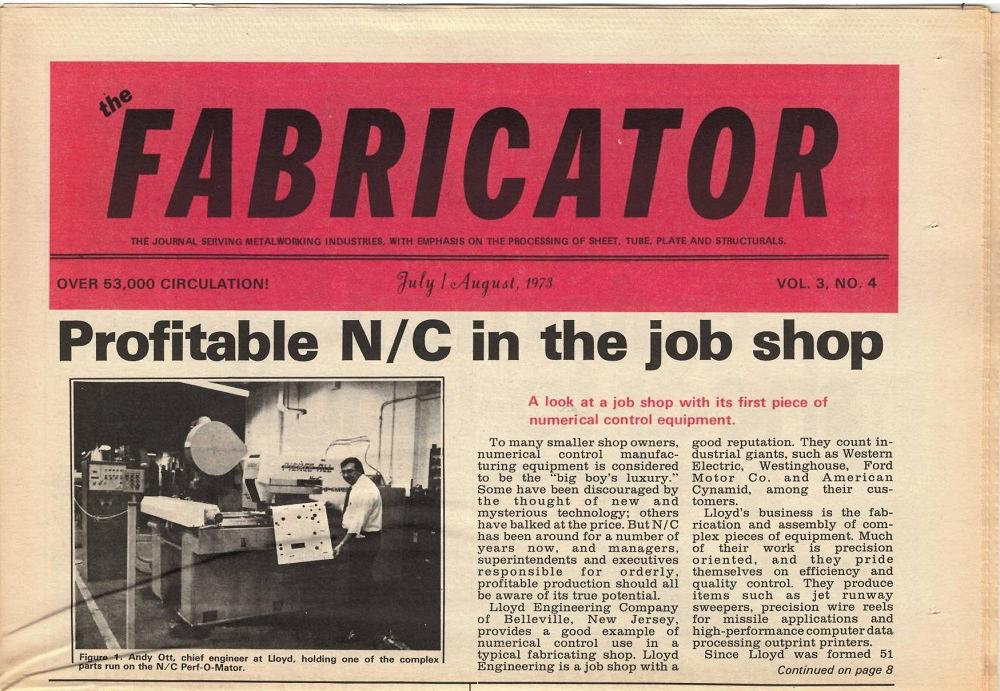
The FABRICATOR began life as a newspaper-style publication in January 1971. (The July/August 1973 edition is shown.) The reader got the latest in metal fabricating technology news and ink stains on their fingers.
Editor's Note: This is the first installment looking at how the modern metal fabrication industry has impacted each decade since 1970, the same era that The FABRICATOR magazine launched. Read about the 1980s, 1990s, 2000s, and 2010s.
If you lived through the 1970s, you’ll recall disco music, pointy-collared shirts, big automobiles, and record inflation. It was a decade that wasn’t so much easy to remember, but more like hard to forget.
If you worked in metal fabricating in the 1970s, however, you might look back at these years with some fondness, polyester leisure suits aside. Many elements of modern-day fabricating appeared on the scene during this time, and over the next three decades, the technologies and trends adopted would grow, many becoming integral parts to all sorts of metal manufacturing.
The pages of The FABRICATOR, which the fledgling Fabricating Machinery Association, the forerunner of The Fabricators & Manufacturers Association (FMA), launched in 1971, has covered this evolution over the past 50 years. Those early issues of the magazine—which originally was published six times per year—dedicated much of its content to coil processing, roll forming, and stamping, all processes associated more with high-volume manufacturing with little customization in product lines, but those pages also included stories about advancements in fabricating technology and trends that are now a part of every manufacturer’s life. These highlights provide a glimpse as to how the 1970s ushered in modern metal fabricating.
FMA: The Home for “Fabri-managers”
A 12-page newspaper for metal fabricators is published for the first time. The FABRICATOR’s tagline reads: “The Journal Serving Metalworking Industries, With Emphasis on the Processing of Sheet, Plate, and Structurals.”
While the Fabricating Machinery Association, which formed in 1970 as a “nonprofit and nonpartisan” entity to support the development of new and innovative fabricating techniques, originally allowed only manufacturers of machine tools as members, that soon changed. In early 1971 the FMA welcomed fabricators as associate members. What better way for the technology developers to engage with the “fabri-managers,” as FMA Executive Vice President Milo Pitkin wrote in an editorial, than to have them as part of the same organization.
Affordable Automation
Manco Mfg. Co.’s Fabriline Division introduced something called the Fabrimation machine with repetitive economical positioning employing automatic templates (REPEAT). It was a machine with a level of automation between manual manipulation of the metal and the “expense” of precise NCs.
The machine was basically a spacing table with a powered positioning carriage that moved the piece part through a tooling station, with the carriage positioning and tool functions controlled by a single-axis control system that used a flexible 1-inch-wide steel ribbon template. The template was a one-to-one linear copy of the piece part and was attached to the machine carriage. Through an electronic tape reader, the tape spaced and activated the tooling, which could consist of punches, drills, spot welders, shears, and copers.
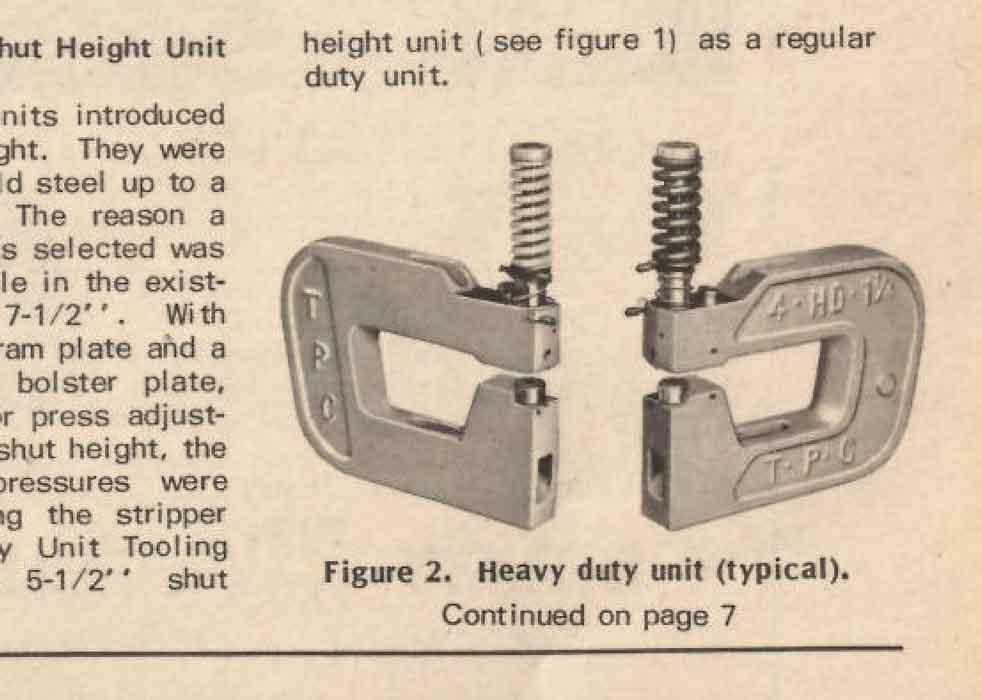
These C clamp unitized tools first appeared in a 1971 edition of The FABRICATOR. They are still used in many metal fabricating shops.
The manufacturer boasted of the ability to deliver ±0.015-in. noncumulative tolerances. The desire to boost productivity while meeting customer specifications is not a new idea.
Punching Tooling for the Ages
Jerry Ferdinand of Product Machine Co. wrote about the versatility of unit tooling. The C-frame punching unit could be placed in a press or press brake to deliver round or shaped holes, clusters of holes, forms, embosses, countersinking knockouts, or markings.
Some things don’t change. The FABRICATOR addressed this subject as recently as 2016.
Speedy Punching for the Time
The Wiedemann Division of the Warner & Swasey Co. announced the debut of its Wiedematic NC turret punch press with a 100-ton punching capacity and 75-in. throat. The machine relied on tape control of the X and Y axes to move sheet metal under the punching station. The manufacturer claimed punching at speeds up to 50 hits per minute on 1-in. moves and 43 hits per minute on 3-in. moves.
It’s hard to overlook how important punching technology was to increase the production capacity for metal fabricating during this time.
Keeping a Close Eye on Production
A cover story detailed how Hesston Corp., near Wichita, Kan., used videotape of workers on the shop floor to determine if they were working efficiently and safely. But instead of showing the footage to a consultant, the manager or supervisor watched it with the employee who was videotaped.
The 50 employees who were videotaped watched the playback shortly after being videotaped and right at the machine. “After viewing himself, one worker changed his routine on his own, eliminating six steps per operation, without any suggestion from his supervisor,” the article stated.
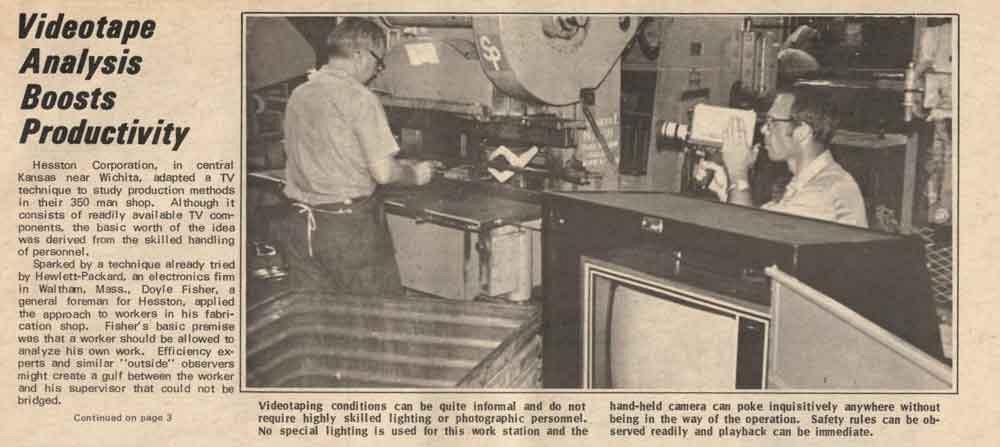
Keeping tabs on shop floor employees is nothing new. In the early 1970s Hesston Corp., near Wichita, Kan., videotaped workers on the shop floor to determine if they were working efficiently and safely.
Doyle Fisher, Hesston’s fabrication general foreman, said that giving employees the ability to shape their own shop floor roles made them more engaged in their work. That’s a lesson that has aged well over time.
The Search for Higher-skilled Operators
This might sound familiar to those in the metal fabricating community. Even in the 1970s, manufacturers were looking for skilled workers.
Robert Martin, vice president, Kaynar Manufacturing Co., wrote that advanced metal forming technology capable of operating at high speed would require greater operator skills.
“Metal forming is like flying airplanes. Pilots call certain planes ‘forgiving’ because there is some tolerance in the way they respond, while other planes are more critical and have to be flown by the numbers,” he wrote. “Metals are the same way. You can do a lot with a carbon steel, but with the exotic metals like titanium and INCONEL, both the engineer and the machinist have to be more highly skilled.”
He mentioned reaching out to peers in Japan who had success copying and actually improving on U.S. manufacturing methods. “… (T)hey have made advances of their own, and we can benefit from them,” Martin wrote.
Introducing the Radio Screen
Before the light curtain, fabricators had the chance to use radio technology as a means to protect workers. An antenna close to the machinery that was being guarded emitted a radio magnetic field that created a screen—or a curtain wall of detection, as the write-up described—around the area.
The magnetic field was shaped by the form of the element, which could be made of any conductive material in any form or size conforming to the restricted zone. The field then could be expanded or contracted from 1 in. to 50 feet by a front panel control.
Everyone’s Into Painting
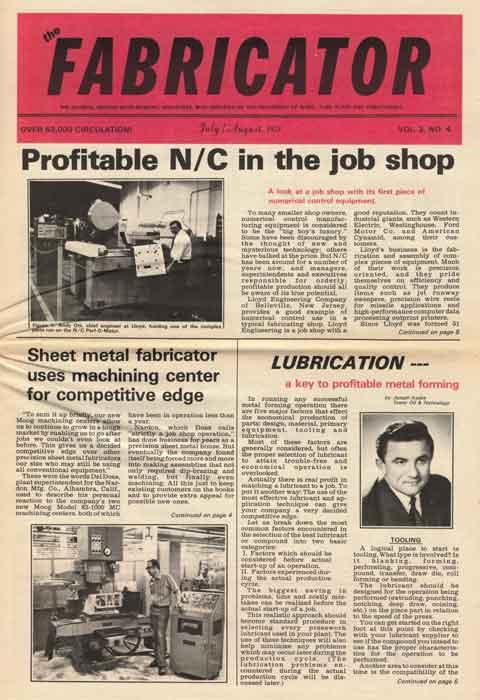
The FABRICATOR began life as a newspaper-style publication in January 1971. (The July/August 1973 edition is shown.) The reader got the latest in metal fabricating technology news and ink stains on their fingers.
In an article about selecting a paint booth, the author suggested that at least 25,000 plants in the U.S. at the time had a paint spray booth. He went on to write that 7,000 to 8,000 individual booths were sold per year.
Clearing the Air
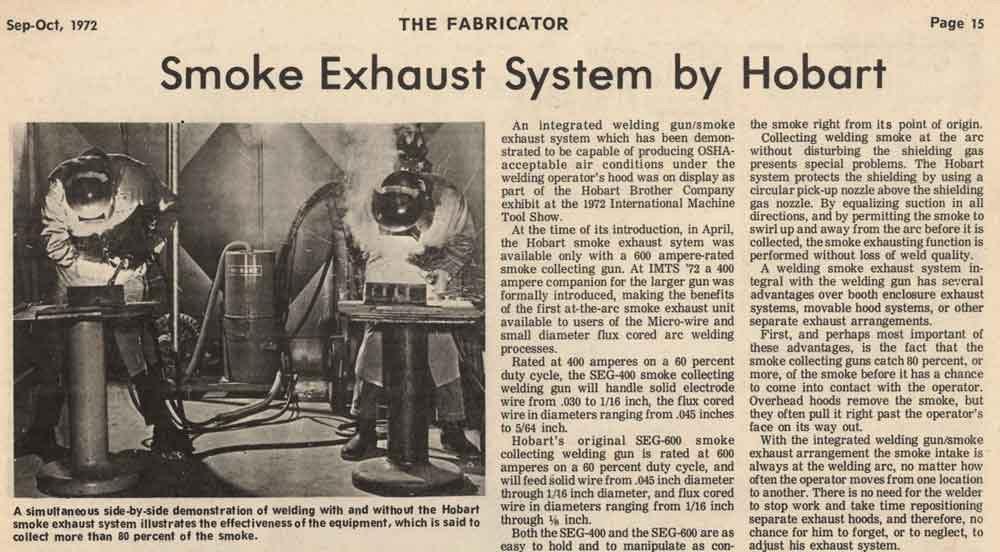
Hobart Brothers Co. introduced an integrated welding gun/smoke exhaust system at the 1972 International Machine Tool Show. The manufacturer stated that it was capable of producing OSHA-acceptable air conditions under a welder’s hood because the gun captured 80% or more of the fumes before they had a chance to come in contact with the welder.
NC Punch Tunes in TV Fabricating
The story’s introductory paragraph said it all: Imagine a manufacturer of sensitive, sophisticated TV and radio transmitters keeping up with today’s booming broadcast industry by fabricating complex sheet metal components with methods prevalent in the 1920s! No, thank you.
That led Harris-Intertype’s Gates Division to upgrade its production equipment with a couple of tape-controlled turret punch presses. When it came to describing the impact of the equipment, Joe Sutcliffe, the company’s manager of industrial engineering, pulled no punches: “Once a part is programmed, and our average time for this is only one hour, that’s it. Changing a run is only a matter of changing tapes. In addition, certain design changes can be made right on the original tape, which sure saves trouble for the design engineer.”
The turret punch presses were said to deliver precision of ±0.0004 in.
Don’t Forget About Product Flow
The FABRICATOR has covered fabricating technology since the beginning, but it’s also had a focus on process flow. In an article by Eugene Kiezel, subscribers learned that a card attached to a job could deliver information that influenced just how jobs could be pieced together to create a work flow that minimized workpiece movement.
“As the job moves through the plant, each step is recorded on the card. Generally, this would be the responsibility of the person moving the work from one station to the other. The operator fills in the operation performed at that particular step,” Kiezel wrote.
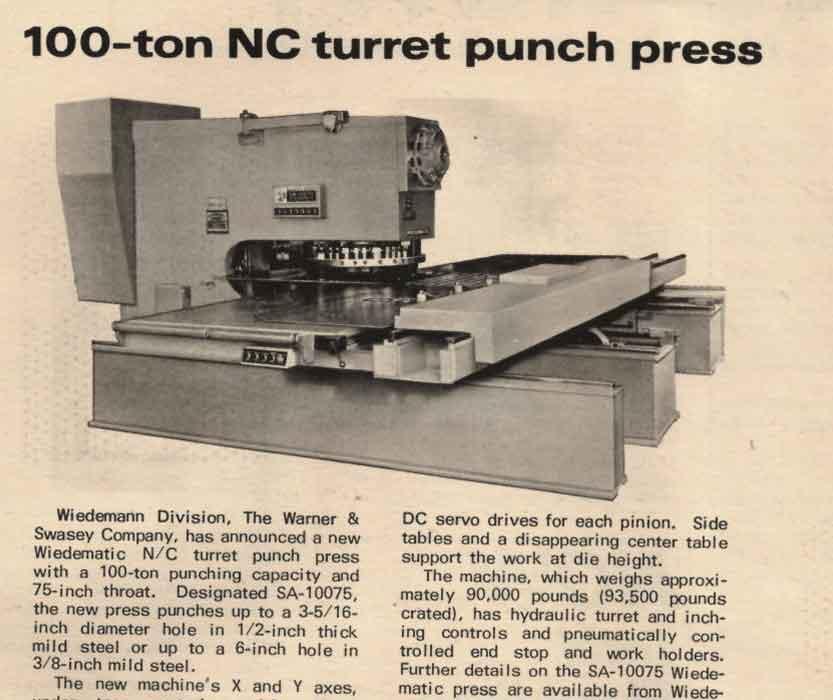
Behold the power of tape control! The Wiedematic NC turret punch press with a 100-ton punching capacity and 75-in. throat relied on tape control of the X and Y axes to move sheet metal under the punching station. The machine made its debut in 1971.
“When enough forms have been accumulated, the information is then tabulated to determine the number of pieces and operations performed at each work station. This information then becomes the basis for grouping work stations to minimize work movement.”
Early Take on Automated Fabricating
Some of the earliest adopters of automated fabricating technologies were involved with steel furniture. Feldmann Formers, in conjunction with Engel Industries, built such an automated line for AVM Corp. to make panels for drawer fronts on desks and filing cabinets.
A stack of preblanked parts were loaded into a roll forming machine, passed through a roll former, and exited onto a gravity conveyor where the part returned to the operator for placement into gauging on a forming machine. The completed part was automatically ejected from the forming machine onto an exit conveyor.
Each cycle produced a part with 11 to 12 bends. The total cycle time was about 10 seconds.
Not So Bad in the U.S.
Marvin Wortell, president of Triton Metal Products, took a trip to Europe to attend the International Council for Sheet Metal Development in Paris and came away with a renewed appreciation of manufacturing in the U.S.
“In a metal stamping plant in a small French town I asked the manager how effective his relations with the local community leaders were. He shocked me when he said, ‘Oh, but this is a Communist Party stronghold,’” Wortell wrote in an editorial. “He manages to get along with them because of his charm.”
Hard to Beat MIG Welding
Fabricators may not have jumped quickly on the gas metal arc welding (GMAW) bandwagon in the 1970s, but the production realities were hard to ignore.
Welding technologies that seem somewhat new in the 2000s actually were first developed in the early 1970s.
American Fabricators Inc. detailed the transition it had undergone, moving from shielded metal arc welding to GMAW. Vergil Uriss, co-owner of the shop, said that one man could put down 20 lbs. of weld metal per day with large stick electrodes. Using a GMAW power source and 3/32-in. flux-cored wire, a welder could put down 70 to 80 lbs. of metal a day, Uriss added.
Production Takes a Big Step Forward
F. James Garbe, president, Garbe Iron Works, claimed to have made the first major investment in 55 years to transform the company. He purchased a Fabriline beam line that had five 100-ton hydraulic presses to facilitate punching the web and all four flanges of a wide flange or I-beam with one pass through the press.
Steelcase shared details about the installation of its first NC turret punch press, which was installed in July 1973. The Strippit Fabri-Center 40/30 could handle coining, punching, piercing, embossing, extruding, and notching in one handling.
The First Mention of Laser Cutting
David A. Belforte of Ferranti Electric Inc. (and now editor of Industrial Laser Solutions magazine) wrote about the use of lasers in metal fabricating. It was the first mention of lasers in The FABRICATOR. “Now after all these years of promise, lasers have become an acceptable working tool,” he wrote.
At that time, he suggested a 500-W CO2 laser with a gas jet assist could cut steel 40 to 150 IPM with high-quality edges. This applied to sheet metal no thicker than 0.25 in.
Leaving Casting and Chipping Behind
Mercury Marine was looking for a more efficient way to handle runs of 50 to 400 parts. The company had long relied on casting and machining as primary manufacturing methods, but it wanted to boost its fabrication efforts, which had long been handled by outside vendors.
The realization that many cast parts could be produced through fabrication led the company to purchase a Pullmax P9 SL nibbling, shearing, and forming machine. Quick turnaround of parts was now a possibility, especially given what needed to be done.
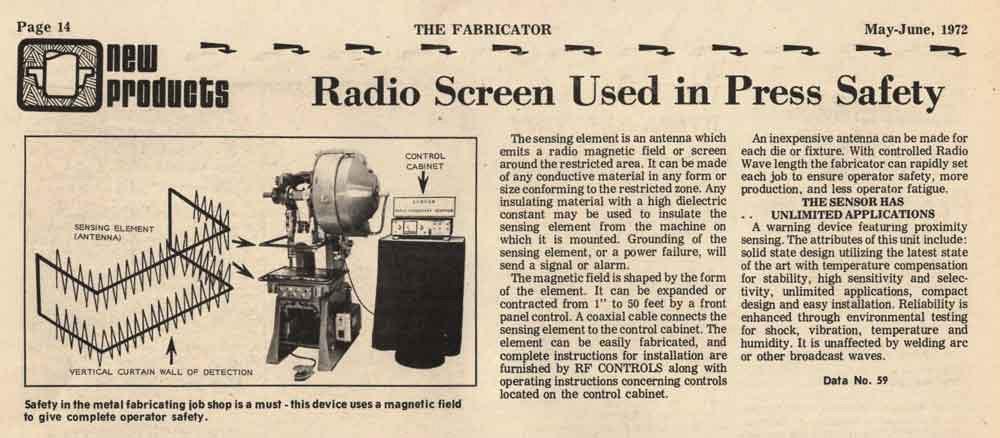
Who needs a light curtain when radio frequencies can be used as a barrier between workers and machinery? In 1972 this was an option for safeguarding.
“One time we had a hurry-up order for six aluminum plates manufactured by another company. They couldn’t get them out in time,” said Vern Habeck, general foreman for Mercury Marine’s experiment lab. “We took one of the gaskets similar in design to the plate and bolted it to a piece of plywood. We put the whole works in the machine and used the gasket itself as the template for the plate. Set-up time was almost nil.”
The Six-second Changeout
The TRUMPF Trumatic 150 semiautomatic, NC punching and nibbling machine was introduced. It was designed so that each set of tools (punch, stripper, and die) was loaded away from the machine and then inserted in a single movement by the operator. Elapsed time for a tool change, including removal of the old tools and insertion of a new set, was six seconds.
Lightweighting ’70s Style
High-strength/low-alloy (HSLA) made its first appearance in the pages of The FABRICATOR. An article covered how the rear bumper reinforcement for an Oldsmobile Toronado was made from an HSLA steel with an 80,000-PSI minimum yield strength.
Some Things Never Change in Tube Fabricating
In a follow-up article to a Tube Bending and Fabricating conference at the Milwaukee School of Engineering, a Q&A was done with three of the attendees. One question was, “Have you had any problems in tube bending?” and the answer might sound familiar to fabricators today.
“The designer often comes up with too costly a product; either too tight a radius or bends too close together. Anything can be done. The improbable we do right away. The impossible takes us a little longer, but the designer should design to the feasible,” said Daniel F. Kacher, sales engineer, Roman Bradford Division, Commercial Piping.
“We recently quoted a job that our competition quoted $15,000 for tools and a $5 bend. We said $2,800 for tools and a $3 bend. Just to sit down with the man and analyze the project and to talk a slight design change made a difference and it didn’t hurt his problem at all.”
A European Point of View
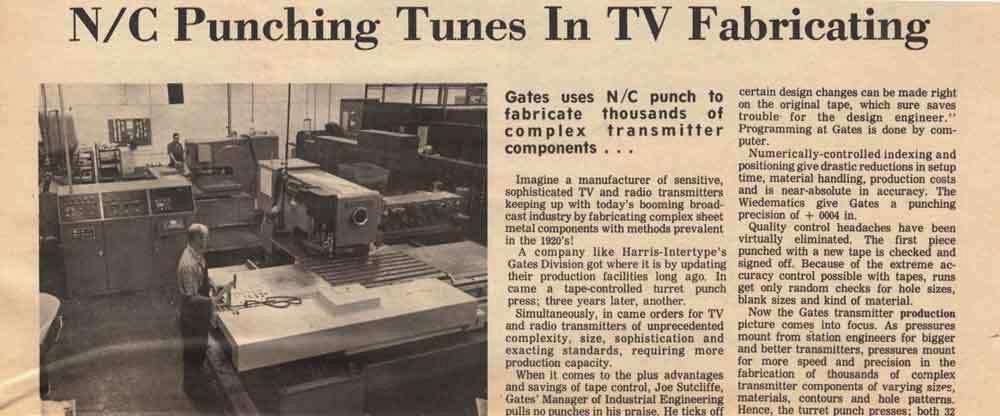
In 1972 Harris-Intertype’s Gates Division upgraded its production equipment with a couple of tape-controlled turret punch presses.
The FABRICATOR primarily has been a magazine dedicated to North American coverage, but occasionally it shares technology developments and stories from other parts of the world. In one of the first interviews with an international source, Jean Revelt, managing director, Lincoln Electric Europe, subscribers got to learn about what was driving the growth of the welding market across the Atlantic Ocean.
While the European continent struggled with a recession in the automotive industry, the search for oil in the North Sea both energized the market for new welding technology and helped to boost the overall economy for many countries. In particular, Revelt said the evolution of a self-shielded, flux-cored, continuous-wire electrode for all-position, semiautomatic welding was helping to keep the cost of joining thick tubular sections reasonable.
He added that new contracts for numerous nuclear power stations promised to push welding technology development and increase sales of welding equipment and consumables.
A Japanese Point of View
Isamu Amada, president, Amada Co. Ltd., was interviewed about metal fabricating in the U.S., against a backdrop of oil shortages and very high inflation. Amada recognized that industry likely was going to turn increasingly to metal fabricating as a form of more efficient production, when compared to something like plastics. In the long run, he said, it made sense because metal had a longer life than, say, oil, which “had a beginning, and will have an end. But metal can always be recycled.”
A Change in Name and Organization
The Fabricating Machinery Association board of directors and members voted to change the name of the organization to the Fabricating Manufacturers Association Inc. The name change was made to unify metal fabricators, machinery builders, OEM suppliers, distributors, and all of those allied with metal fabrication.
“Black Magic” Removed From Tube Bending
The first of many mentions of tube bending as “black magic” in the pages of The FABRICATOR occurred. Midas International Corp., an exhaust manufacturer, purchased a Vector 1 tube bender, which the maker, Eaton Leonard, called a “tube data center” because of its ability to measure master shapes, rods, templates, and fixtures and, using required bend dimensions, deliver an accurate bend on the first try.
More interesting than that was the expansion of the Midas business at the time. An executive said part numbers for its exhaust products had grown 300% since 1973 with the advent of new designs, such as twin exhausts and Y-type assemblies, and the commitment to build exhaust systems for foreign cars.
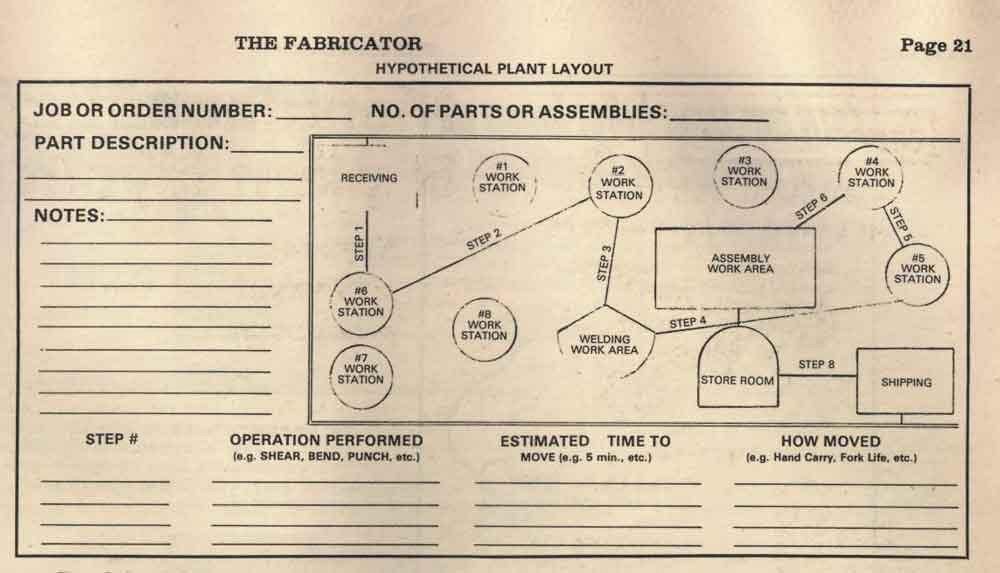
This card, pictured in a 1973 edition of The FABRICATOR, was used to collect information about production steps and quantities of jobs done at particular work locations in the plant. Once enough cards were collected, management could look at the information and determine which equipment should be grouped together to minimize material movement.
Inertia Welding Discussed for the First Time
Thomas J. Tauer of Abex Corp., Denison Division, explained how inertia welding, more commonly known as friction welding today, was growing in popularity 10 years after the basic U.S. patent was granted. (In friction welding, two parts are joined by moving one piece against another, stationary piece under extreme pressure. The result is a joint that is stronger than one created by arc fusion methods and a joint that can be made even between dissimilar metals.)
To give you an idea of how fast the process worked, Tauer wrote that 0.25-in. joints were completed in less than a second and butt welds joining diameters of 3.50 in. to 4 in. were completed in just a few seconds.
Does Metric Make Sense?
An article recounted how President Gerald Ford signed the Metric Conversion Act of 1975 on Dec. 23, 1975. “After a 100-year wait after signing the International Treaty of the Metre, the U.S. is officially committed to coordinate and plan the increasing use of the metric system and to establish a United States Metric Board to coordinate a voluntary conversion to the metric system,” the article read.
Well, we know how this turned out. Missed it by 1.6 km.
Taking Down Template Preparation Time
A digital readout system, developed by Pierce-All and Anilam Electronics for all of Pierce-All’s 30- and 50-ton Perf-O-Mator machines, was said to reduce the time required to prepare high-precision hole punching operations by 50%.
When making a template, the operator manually guided the template into approximate position for punching each hole by observing the five-digit display. Once the template had reached the approximate position, the operator used a fine-tuner to bring it to final position, reportedly with an accuracy of 0.001 in. in each axis. An air-actuated lock held the template securely in position for punching the hole.
More Laser Cutting Coverage
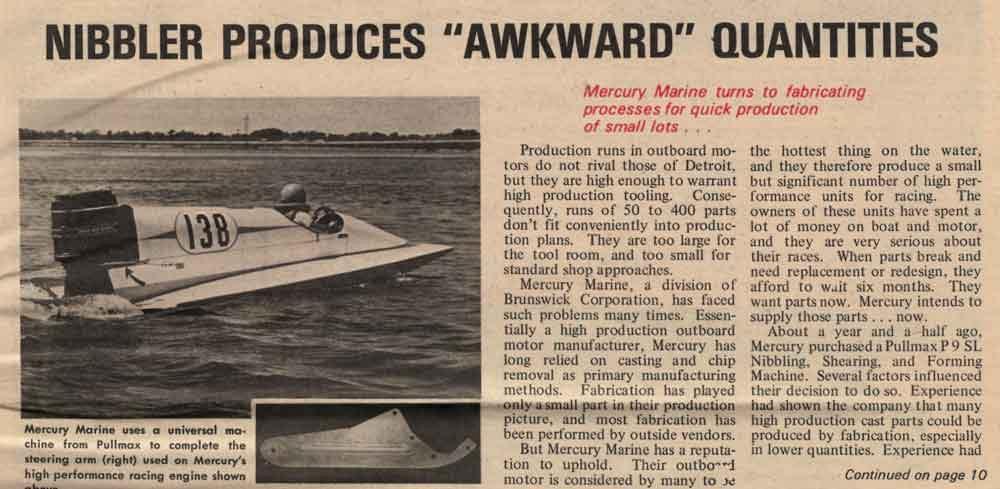
In the 1970s Mercury Marine turned to fabricating instead of machining or casting for part runs of 50 to 400
Neil Forbes, Ferranti Electric Inc., provided the first expansive article on the laser cutting process, describing how it worked and the results of laser cutting on different types of materials. He also provided some glimpses into early adopters of the technology.
One such manufacturer was Westland Helicopters, which produced the Lynx helicopter. A Ferranti MF400 CO2 laser was used to cut rotor blade components. The machine delivered cutting rates of 13 FPM on 0.080-in.-thick stainless steel sheet, which it later formed into the D-section components for the blade’s leading edge.
The article stated that the trimming operation took 35 minutes for each cut and used special cutters worth $300 for each blade produced. The trimming operation was reduced to under two minutes with the laser cutting machine.
This Does Compute
What role could an NCR 399 computer play in a small metal fabricating company in the 1970s? It could be pretty powerful in the right hands.
Edd DeTray, president, A-Z Manufacturing, used the desktop tool to collect and keep track of manufacturing floor data. It was used to produce daily and weekly analyses of individual worker efficiency, crew efficiency, job costs, and the profit on each operation of each job. That information was then shared with the people on the shop floor.
“We bring the cost-per-piece problem right down to the man on the machine. Each day he knows his production rate,” DeTray said. “The operator checks out daily employee efficiency reports with his foreman, who tells him if he is not making a satisfactory rating. If he does well, he gets a bonus.
“We so often hear that workers just don’t care anymore,” he continued. “But we find if they have the information, they do care. This improved attitude plus our new-found ability to keep tabs on all aspects of our operations means that jobs move through the plant more smoothly and quickly than in the past, without constant attention from top management.”
Automatic Load/Unload Systems Make an Appearance
Strippit recognized that it could only do so much to quicken the hole punching process on its NC and CNC machines. The hit rate on these machines was limited by the heat capacity of the clutch and brake. Even with the most advanced pulse-modulated permanent-magnet DC motors of the day, the equipment could not operate much faster than 2,000 IPM and still retain the minimum accuracy of ±0.005 in.
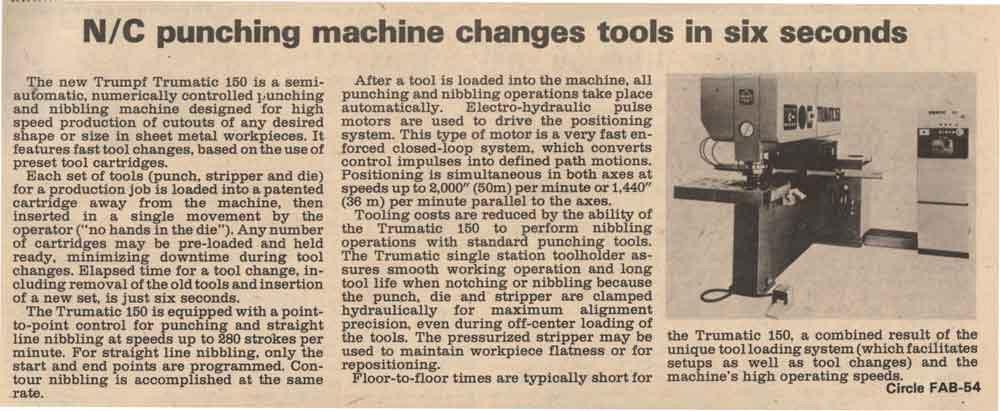
TRUMPF designed its Trumatic 150 semiautomatic, NC punching and nibbling machine, which debuted in 1974, so that tooling could be changed out in six seconds.
If that’s the case, you look elsewhere for streamlining potential. That’s why it turned its attention to the loading and unloading of parts into the punch press.
Strippit officials said the system could load and unload a part in nine seconds, which was more than a 60% improvement over the optimistic load/unload time of a “30-second operator.” No other reports about this particular operator were noticed in The FABRICATOR in subsequent editions.
Major Company Movements
The metal fabricating industry has undergone some major mergers and acquisitions over the years. One of the first to be documented in The FABRICATOR was the Peddinghaus acquisition of Manco Industries.
Peddinghaus established a major presence in the Midwest with the deal. Not only did it acquire the Fabriline and Manco product lines, it also got the Manco headquarters in Bradley, Ill., which it still calls home today.
What Are Service Centers up To?
Service centers made their pitch to metal fabricators to consider what they might do for them. Not only did they boast of their ability to cut coils and blanks to custom sizes, they said they could form and join material when needed.
“Steel service centers have become more sophisticated and significant because they provide special pre-processing functions for customers,” said Robert G. Welch, president, Steel Service Center Institute, which is now known as the Metals Service Center Institute (MSCI).
The article stated that about 1,600 metal service centers operated across the U.S. during this time. Today MSCI reports that number is about 1,500. Service centers’ shipments for all metal products in 1977 were about 16 million tons. Today annual shipments from service centers are twice that.
Early Welding Automation
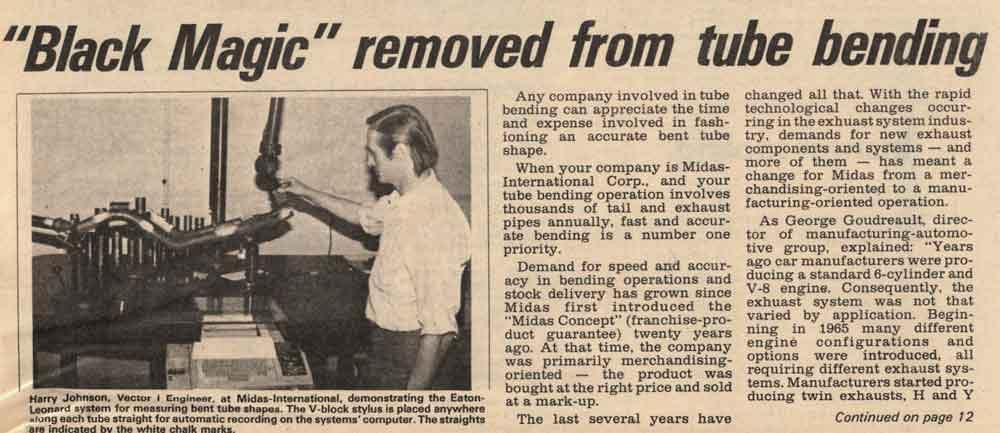
Vehicle exhaust system manufacturer Midas International Corp. purchased an automated tube bender to keep up with production needs in 1975.
Vernon Melton of Melton Machine & Control wrote one of the first articles that focused on the automation of the GMAW process. This setup, however, did not involve robots.
“Automating or mechanizing MIG welding can be accomplished by mechanically manipulating the torch, the part, or both. The motion of the torch relative to the part can be in a straight line, an arc, or in some irregular path as determined by the product,” Melton wrote.
Of course, there were shortcomings. This mechanized equipment only made sense if used to weld large volumes of product and jobs that didn’t have excessive variance in product dimensions.
But if you don’t think this type of technology made an impact, think again. In one example, a part, originally produced by draw forming a blank of 3/16-in. mild steel over four operations with annealing between each draw, was replaced with a fabricated part comprising a blanked washer welded mechanically to a cut-off tube. “Our imagination, or lack of it, is the greatest limitation,” Melton wrote.
The Birth of the Punch/Laser Combination Machine
The Fabri-Center Lasertool from Strippit was reported to make its debut at the 1978 IMTS. The laser cutting capability was to be offered on the company’s 1250/30/1500 NC punching system with a 20-station turret.
“Since the Lasertool’s shape of cut depends only on the programmed travel of the worksheet, it eliminates the need for custom-shaped hard tooling, which is an advantage especially important for prototypes and short runs. This minimizes production holdups waiting for new tooling and also saves on overall tooling investment,” the product release read.
A New Finish: Powder Coating
Gunter J. Lissy of Nordson Corp. explained just what powder coating could do for the metal fabricators who might be interested in upgrading their finishing operations. What were the benefits? He summarized them in his five “E’s”—economy (i.e., the powder overspray can be reclaimed and recycled); energy savings (i.e., no solvent-laden, heated air is being exhausted into the atomosphere); ease of application; excellence of finish; and ecology (i.e., these systems typically complied with local air and water pollution control regulation).
Metal Fabricating Coverage Expands

Laser cutting capability on a Fabri-Center punching machine from Strippit made its debut at IMTS in 1978.
The FABRICATOR debuted in a magazine format for the first time. Although it had a glossy cover, the interior pages were still newspaper-style paper. It measured 16.5 in. tall and 11 in. wide, which was a full 3 in. taller and 0.75 in. wider than the publication’s current dimensions.
At its new size, the journal of metal fabricating was ready to cover the industry as it headed into the 1980s.

By 1979 The FABRICATORR had assumed a magazine look instead of remaining in a newspaper format.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





