
















Regional Sales Manager

Everyone knows that small-diameter copper tube and pipe is available in coiled form. Copper’s characteristics make it easy to bend and straighten, so producers can coil it and fabricators can uncoil it with little trouble.
However, coiled products aren’t limited to copper alloys; many steel alloys also lend themselves well to the coiled format. The diversity of coiled alloys is evidence that coiling tube is a versatile process: low-carbon steels such as SAE 1008; SAE 1010; and a family of dent-resistant, high-strength, and ultrahigh-strength steels for automotive applications, SAE J 2340, which includes high-strength, low-alloy (HSLA) 340XF.
The two categories of coiled tube are fluid-carrying and mechanical. Fluid-carrying applications are primarily for automotive; commercial truck; oil and gas; agriculture; and heating, ventilation, air conditioning, and refrigeration (HVAC/R). Non-fluid mechanical tube applications include heating elements, welding rods, tubular handles, filtration products, and automotive parts, such as seating components, sun visor rods, and indicator tubes.
Why would a fabricator be interested in coiled product rather than straight lengths? First is logistics. Replacing standard mill lengths of tube with a single coil 3,000 to 20,000 feet long eliminates much of the time spent on material handling, which is one of the largest hidden costs in tube-related manufacturing (see Figure 1). Loading bundles, separating the bundles into layers, and feeding are process steps that few fabricators measure, although they result in increasing labor hours and decreasing production efficiency.
Other important factors for tube processing are inventory floor space and the highest measured cost: material yield. Regarding yield, consider two scenarios. The part is a hydraulic pressure line 37 inches long. It requires 5 in. of grip length, meaning that the remnant from each stick of tube is 5 in. The annual production volume is 300,000 units.
Another key advantage of a high-footage coil versus straight lengths plays out in the heat exchanger components used in portable water heaters, pressure washers, and car washes. These applications require long heat exchangers made from steel. Depending on the method of heating, the heat exchangers vary in length from 100 to 200 feet. If the raw material is tubing in 40-ft. lengths, the heat exchanger will need up to 4 butt welds, which are prone to fatigue and failure. Where tube is more commonly available in stock lengths from 17 to 22 ft., the number of butt welds increases sharply. When using coiled tube, the result is a seamless heat exchanger.
In a different application, oil cooler lines are made from tubing in a variety of lengths depending on the car model. Flow and pressure requirements dictate the tubing dimensions, and a common tubing size often results, such as 3⁄8 in. outside diameter (OD) by 0.049 in. wall thickness. Although a common tube diameter exists, the variety of models and engine types means that oil cooler lines vary greatly in tube length. Tube fabricators have a choice: buy finished lengths of each inventory item or purchase a single inventory item as coiled tube.
The best-fit application for a straightening-and-cutting process involves these parameters (see Figure 2):
The processes used to make coiled tube have evolved over time and now benefits from the latest equipment, premium-grade raw material, and specialized know-how. Most of the steps are inline, meaning every step occurs in a continuous process, from the moment the steel is hooked to the mill until the finished tube exits the uncoiling station.
Maximizing Throughput. Like any other continuous process, tube production can go only as fast as the slowest component. When making coiled tubular product on a mill, the output usually is limited at the front end—the ability to load a new coil, butt-weld it to the current coil, and thread it into the mill. The second limitation is the speed at the other end of the mill, specifically the ability to remove the tube at the exit end of the mill.
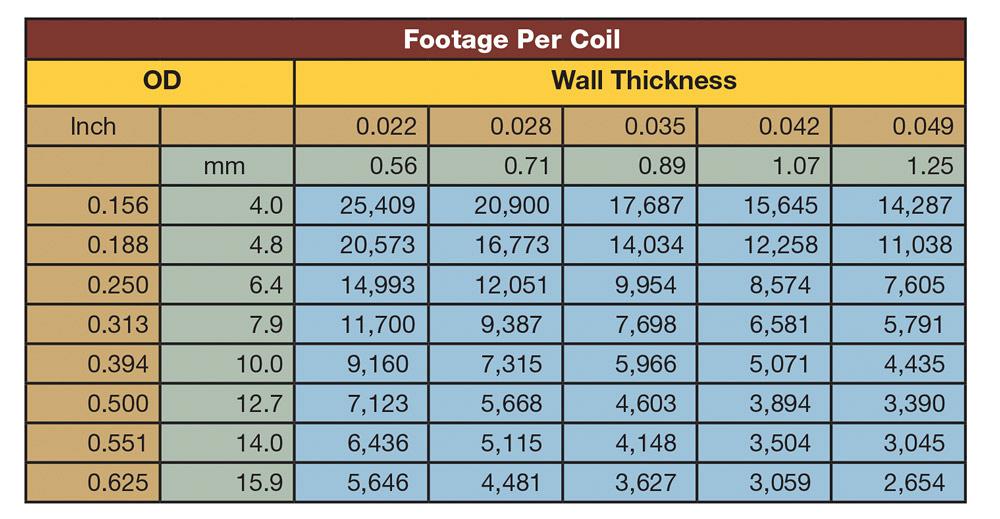
Figure 1
Depending on the outside diameter and wall thickness, a single coil can contain nearly 5 miles of tube.
These days, a mill can make coiled tube at 1,000 ft. per minute. To get to this speed, the mill’s entry area is equipped with a double turnstile, a high-speed butt welder, and an accumulator that can hold 4,000 ft. of material (providing four minutes for changeovers). The raw material itself has to meet stringent dimensional requirements. A process that runs at this speed allows little latitude in camber, strip width variation, and gauge variation.
High-speed forming and welding processes require automated controls—they have to monitor the processes and make adjustments much more quickly than human operators can. “Watching the heat” is a familiar mill practice that is improved by automated pyrometers and seam detectors. Additionally, 3-D dimensional profile equipment is used to check the finished tube for size, weld profile, and geometry.
Clean It, Weld It, Check It. For best welding practice, foreign particles such as oils and iron fines liberated from the steel strip during forming need to be mitigated. An alkaline brush wash with high-quality rinse water is used. To maintain a clean weld zone, oxides are controlled by welding in an inert atmosphere.
Testing methods include bias weld, radiographic testing, and online nondestructive testing to verify the seam weld’s integrity. Online tests are supported by extensive destructive tests that measure ductility, tensile strength, and hardness (see Figure 3).
An inline anneal is applied for consistent mechanical and dimensional properties in the final sizing step. Coatings such as copper flash, aluminized, nickel, or Galfan® can be applied, if required.
Getting the tubing ready for packaging as it comes off the mill is a little like preparing the coil at the entry end—it requires robust, high-capacity equipment. As the tube comes off the mill, a multistation down-coiler is one of the more common pieces of equipment; a level-wound coil is the most common package because it maximizes shipping capacity and performance. Finally, the coil is packaged in boxes, returnable racks, or even loaded onto special tubular frames ready to be loaded into the fabricator’s uncoiler.


The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}