















Founder

erhui1979 / DigitalVision Vectors / Getty Images
Author’s Note: Everything referenced in this article should be performed by personnel with the correct skill level and experience.
Most CNC tube bender manufacturers provide a very good maintenance schedule for the machinery they manufacture, generally focused on lubrication and cleanliness. Both are very important to the long-term life of a tube bender.
However, you can add things to your preventive maintenance (PM) program that will help you keep your bender in production and spot a breakdown before it happens.
In addition to active items that are obvious on your tube bender, such as applying grease and oils, keeping up with maintenance items and when they were performed is key.
When you have the oil changed in your car, the technician places a sticker near the driver’s eyeline that notes when the last oil change was performed and when the next one should be done. Likewise, adding a note to your bender about when certain items were tested and who performed the test will help keep your PM program on track.
Additionally, there are several regular tests you can perform that, when compared to previous tests, may help spot trouble before it happens. Here are a few suggestions that probably are not mentioned in your manufacturer’s PM schedule.
Every CNC bender uses electricity to operate the machine’s various systems. Most use three-phase AC power, meaning there are three current-carrying wires powering the machine. Hydraulics, electric servos, and the control system are all driven by the main electrical supply.
While all-electric tube benders are becoming more popular, hydraulics can generate the tremendous amounts of force needed to bend a metal tube at a lower initial cost. Most CNC tube benders are a hybrid: electric for precision positioning and hydraulic for clamping and positioning of devices that require more force.
For hydraulic machines, follow these three steps:
Check operating temperatures - During normal operation after the machine has been in use for a while, use a hand-held infrared thermometer and note the temperature in several spots, especially at the metal fittings on both the pressure and return lines at one of the manifolds. Also, be sure to note which fitting is being used. I like to mark them with red paint so that I’m able to use the same fitting each time I test. This way the result is not skewed by checking in different locations.
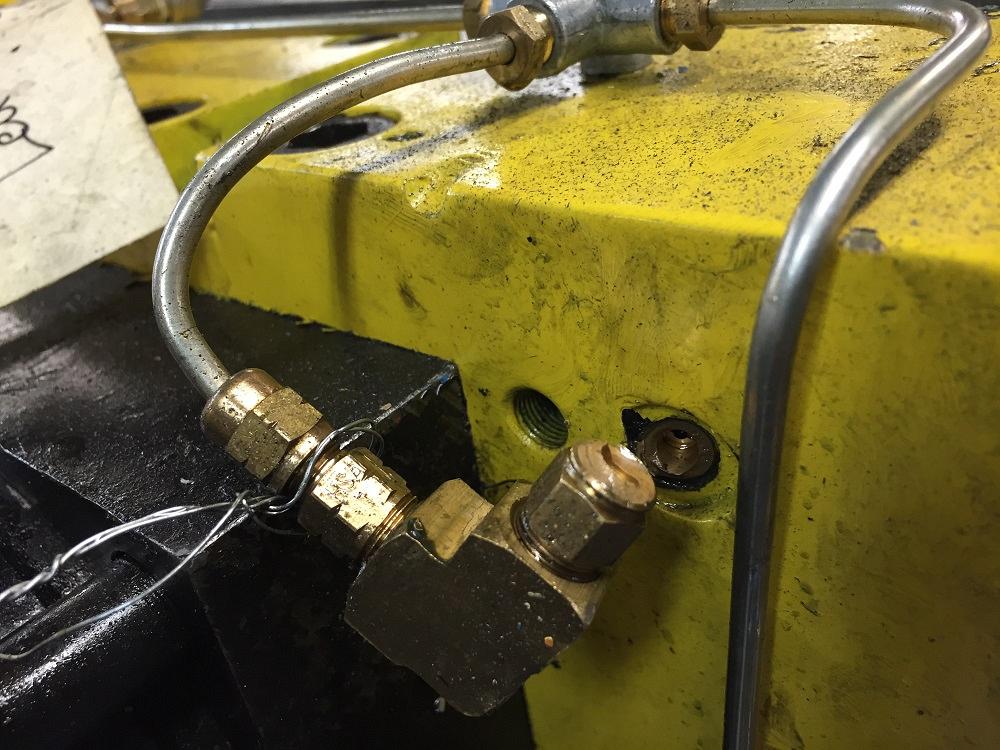
Broken lubrication fittings like this can lead to damaged tooling and parts on a tube bender. Checking these and the numerous other fittings on a bending machine regularly is critically important to maintain machine performance.
Most benders with hydraulics have some means of cooling the oil on the low-pressure return line, either with a radiator-style chiller or a chilled-water heat exchanger. Check and note the temperature on the fittings on both the input and output sides of the chiller and note the difference. If the chiller is working properly, the oil temperature on the output side should be significantly cooler than the input side.
While the operating temperature may increase during warmer months, the difference between the input and output should stay fairly consistent (larger differences will be noted with chilled-water heat exchangers since the water’s cooling capacity can change significantly from summer to winter months). If there is little or no difference, or if the difference has gotten smaller over time, there likely is a problem with the oil chilling system.
Hydraulic oils can start to break down around 140 degrees F, so anything approaching that temperature should be of concern. As the oil breaks down, the pump and valves will have to work harder, and servo valves may fail completely.
Changing hydraulic filters is usually noted in the manufacturer’s maintenance schedule, but oftentimes there also are air filters to keep dust and oils out of the electrical and computer cabinets. Changing these filters on a regular basis (and adding them if they are not present) can help keep all of your electronics clean and running smoothly.
Some servo and PLC systems on CNC tube benders use a battery to maintain position information plus some parameters and variables when the machine’s power is off. If that data is lost during a power outage, the machine may operate erratically or not at all.
Changing these batteries annually will prevent data loss. The manufacturer of these systems will have a procedure for removing and replacing the battery without losing data. Try changing batteries right before Thanksgiving. Between the Thanksgiving, Christmas, and New Year holidays, machines are left without power longer than any other time of year. Making sure a fresh set of batteries is installed where needed can prevent a lot of headaches when starting back up in the new year!
Creating and following a good PM program for your tubing bender is a great way to protect the large investment that it represents. By focusing on prevention and noting gradual changes, you can keep your machine running smoothly for a long time and be prepared for the inevitable breakdowns that will occur.
If you do not have the correct personnel to perform in-depth preventive maintenance, most of the bender companies will be glad to schedule this service for you regularly. If you would like a copy of the Excel spreadsheet we use as a checklist for PM, email me at jay.robinson@rbsaindustrial.com.

RbSA’s Ben Harless, in full safety gear, checks machine voltages for a customer recently.



The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





