















More from Art Hedrick
-

- From The Fabricator
Die Science: The top 5 drawing die violations
Deep-drawing failures—from splitting to scoring to shock lines—often are a result of common engineering mistakes. These problems can occur whether you are using a single-station drawing die, multiple drawing stations, or drawing reductions. Let’s take a look at the five most common...
-
- From The Fabricator
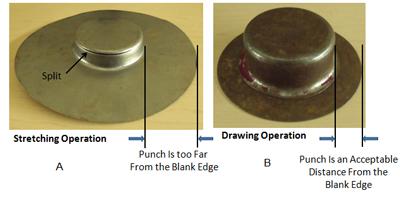
Die Science: Drawing and stretching
When I conduct training seminars on drawing and stretching, I usually bring with me a variety of unusual parts made using those processes. Often, attendees ask how to stretch the metal into a shape such as a deep can or deeply formed part without splitting the metal. I simply answer: “We don’t....
-
- From The Fabricator
Die Science: Slug pulling—Causes and solutions
Slug pulling in a stamping die can be costly and frustrating. One pulled slug can cripple production. What Is Slug Pulling? When a pierce punch creates a hole, it also produces scrap, called the slug. When the slug sticks to the face of the punch during withdrawal or comes out of the button...

Resolución de problemas de dados de estampado paso a paso
La clave para solucionar problemas en dados de estampado es entender por qué ocurren las fallas y respaldar sus acciones correctivas con datos, no con opiniones.
¿Qué es realmente lo que hace funcionar a un taller de prensas?
El éxito de un taller de prensas es más proba- ble cuando se combina la inversión en tecnología y máquinas nuevas con un enfoque en el desarrollo y la mejora del personal.
-
- From The Fabricator
Die Science: Step-by-step troubleshooting of stamping dies, Part I
Opinions on how to troubleshoot a stamping operation are not in short supply at any production stamping or die-building shop. I’m not trying to stereotype diemakers, designers, or technicians, but their decisions often are made based on insufficient data. Statistically speaking, if I...
-
- From The Fabricator
Die Science: Step-by-step troubleshooting of stamping dies, Part II
In Part I of this article, which appeared in the January/February 2015 issue, I discussed the first two basic steps in troubleshooting: Identify problems with the part and verify the die and press setup parameters. Following are the remaining seven steps in the process. Step 3—Reassess and...
-
- From The Fabricator

Die Science: Attempting to defy the laws of physics, Part II
It is almost unrealistic to expect some stamped part part features, such as hole position and flatness, to remain within a small tolerancing zone.
-
- From The Fabricator
Die Science: Attempting to defy the laws of physics, Part I
The forms and positional tolerances called out on product designs often defy the physical abilities of the product's material. Proper product and process design, as well as pressure clamping, can help maintain strict tolerances.
-
- From The Fabricator
DIEVESTIGATION: Deep-drawing and stretching variables – Part II
This article continues the discussion of deep-drawing and stretching variables begun in Part I by describing friction, thermal expansion, metal topography, and forming speeds and how they affect metal forming operations.
-
- From The Fabricator

Deep-drawing and stretching variables – Part I
Ever wonder why one out of every 500 or so of your deep-drawn or stretched parts splits? Why you can’t make a part consistently? The answer lies in the variables of these operations—variables all metal formers must deal with.
-
- From The Fabricator

DIEVESTIGATION: Diemaking, from concept to reality
Just what is involved in die building? Whether you are a die builder or a stamping company that uses dies, this overview can help you understand the many steps required to take a die from concept to production.
-
- From The Fabricator
DIEVESTIGATION: Important considerations when designing deep-drawn parts
What is deep drawing? What part parameters require the process? What must you consider when designing a deep-drawn part, and when should you consider an alternate process, such as spinning?
-
- From The Fabricator
DIEVESTIGATION: Draw or stretch? That is the question
When designing a part, you must decide which is the best way to form it. Should you draw it or stretch it? That depends on several factors, including forming depth.
-
- From The Fabricator
Preventing oil canning problems
Oil canning cannot be cured by coining, beating, or reshaping the metal. Instead, it must be prevented by ensuring the sidewalls are not subjected to radial compression.
- Podcasting

Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...
- Trending Articles
1
Aluminum MIG wires offer smooth feeding, reduced tangling

2
JM Steel triples capacity for solar energy projects at Pennsylvania facility

3
Fabricating favorite childhood memories

4
The role of flux in submerged arc welding performance

5
Rocklin Manufacturing celebrates 90th anniversary
