















Contributing Writer
As a young apprentice tool- and diemaker, I was taught that when building a forming die for a drawing, stretching, or bending operation, all forming sections had to be polished to a mirror-like surface finish in the direction of metal flow. Not doing so would result in poor material flow, premature galling, and such problems as splitting and necking, I was told.
Needless to say, I spent a great deal of time with abrasive stones, emery paper, and crocus cloth in my hand. I labored hard trying to get that perfect mirror surface that my mentor demanded, never questioning his wisdom. Only now do I realize that some of the time I spent polishing was wasteful—and, in some cases, counterproductive.
Not all forming sections should be polished. Knowing when and where to polish dies is the key.
Die polishing is done to help reduce the friction between the sheet metal and the tool steel section. It also is intended to help prepare the tool sections to receive hard coatings such as titanium or carbide.
In most cases, die polishing does help to reduce friction, and that helps the metal flow and distribute stretch in drawing and stretching dies. It aids in prolonging tool life and reducing galling tendencies.
However, the surface finish of the die is not the only factor to consider when attempting to reduce friction.
•The type and surface finish of the metal being formed. All sheet metals have a certain surface finish, or topography (see Figure 1). Some grades of stainless steel are very bright and shiny, while plain drawing-quality carbon steel typically has a gray, dull, semirough surface.
The smoother the surface, the lower the friction ... right?
Not necessarily. In fact, the most influential friction-reducing variable in sheet metal stamping today is not surface finish, but lubricant. Nothing reduces friction more than the application of a lubricant, and to be effective, the lubricant must be present between the sheet metal and the tool steel section.
Rougher metals like typical draw-quality carbon steel have a topography full of micropeaks and -valleys that hold small pools of lubricant, ensuring more of it is present during the forming process. In addition, because the surface is somewhat rough, it reduces the amount of surface contact between the sheet metal and the die, decreasing friction.
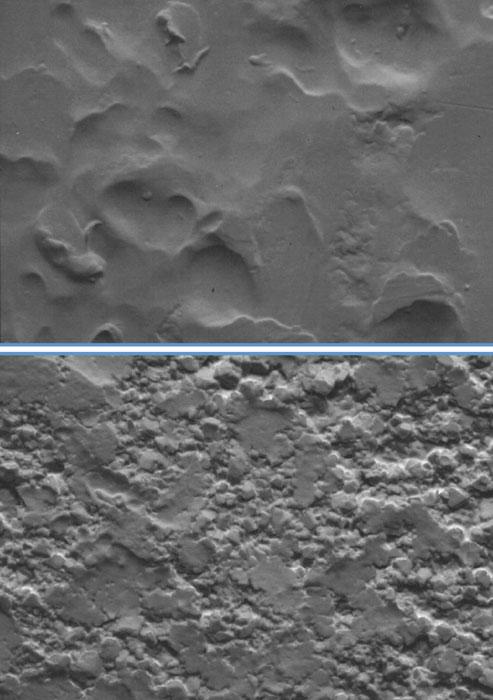
Figure 1
The topography, or surface finish, of
different metals can vary greatly. Image
courtesy of IRMCO.
Bright metals, such as certain grades of stainless steel, have such a smooth, polished surface that they don’t hold the lubricant; in most cases, the lubricant simply gets squeezed out between the die and the sheet metal. In these situations, thin-barrier lubricants can be used. These thin sheets of plastic are placed between the sheet and die (see Figure 2).
Another option fairly new to the market is to create a surface on the tooling sections that replicates the surface found typically on draw-quality low-carbon sheet. Obtained by peening the die with a small spherical ball bearing or by sand-blasting, the rougher surface allows the die to hold the lubricant when the sheet material cannot.
•The need to reduce stretching and thinout in a given part area. During deep drawing of highly ductile metals, such as fully annealed brass and certain grades of steel, excessive thinout may occur at the closed end of the cup. Excessive deformation and thinout in this area can result in an inadequate amount of metal present in the next operation or reduction.
A high polish on the radius of the drawing punch allows the metal to slide over the punch radius and most likely only serves to increase the amount of thinout taking place. To reduce the amount of thinning, the radius on the top of the cup often is left intact or even made rough. This helps reduce the amount of metal sliding over the radius. Many tool- and diemakers use a spark-deposition carbide deposit machine to create a durable, rough surface on the radius. For drawing of very heavy-gauge metals, the radius on the punch can be knurled.
In most cases, die polishing is necessary and an effective way to reduce friction. Just be aware that there are times when greater friction is advantageous. Knowing when to polish is the key.

Figure 2
A thin sheet of plastic can be placed between
the sheet and die as an alternative
to traditional lubrication. Image courtesy
of Hydraulico Corp.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...





