















Graduate Research Associate

Editor’s Note: Part II of this article, which will appear in the January/February 2017 issue, will discuss the results and case studies of the newly introduced inverse analysis method for improving springback prediction.
In the automotive industry, the use of advanced high-strength steels (AHSS) and high-strength aluminum alloys is increasing for weight reduction and for satisfying environmental regulations and safety standards. Springback is one of the most difficult and important challenges when forming high-strength alloys. To ensure part quality and to compensate for springback, some automotive dies are modified and recut three to five times during tryouts. Reduction of die development and die tryout time and cost would increase the accuracy and reliability of springback predictions.
Studies conducted by the Center for Precision Forming (CPF) at The Ohio State University indicate clearly that in addition to part geometry (usually specified by the designer or OEM), the main parameters that affect the magnitude of springback are flow stress and E-modulus. Unloading behavior, strain hardening, plastic anisotropy, and Bauschinger effect of the material also affect springback. Therefore, reliable prediction of springback requires accurate determination of material properties.
In general, AHSS have a higher strength-to-ductility ratio than traditional steels. Springback is larger than in mild steels because of AHSS’s higher yield strength and ultimate tensile strength (see Figure 1).
For a given material and thickness, accurate representation of the material hardening is important for reliable springback prediction. Usually the hardening behavior of the material is determined by isotropic hardening and the flow stress curve. This curve typically is expressed as:
σ = Kεn
where:
σ = True stress
ε = True plastic strain
K = Strength coefficient
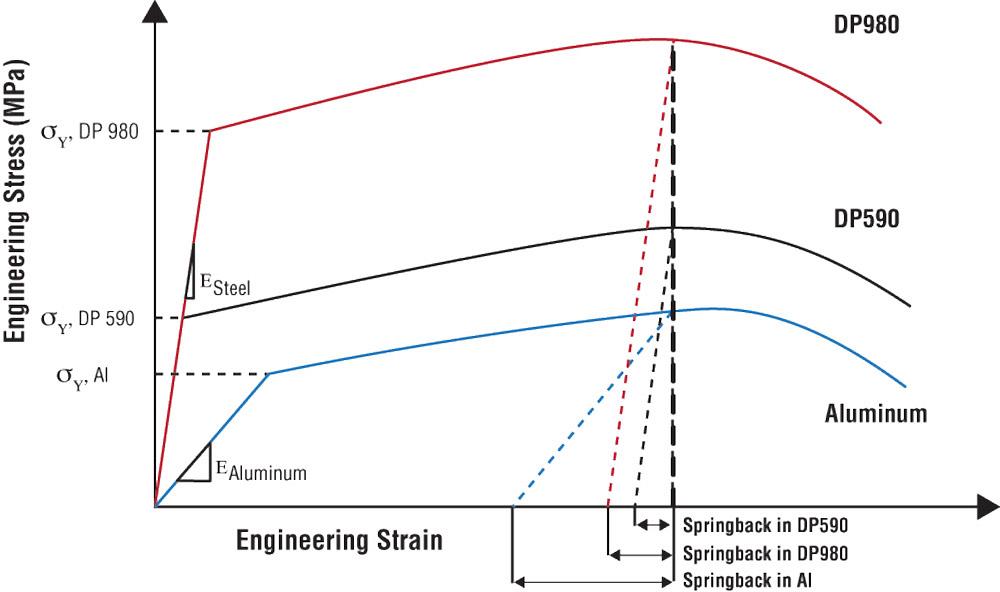
Figure 1
This is the engineering stress-strain graph for three materials. The effect of E-modulus and strength of the material on springback are shown.
n = Strain hardening exponent
The flow stress curve can be determined from the uniaxial tensile test and the biaxial bulge test. The flow stress might change slightly from batch to batch for the same material, but measurement of the flow stress using the tensile test and bulge test can be considered to be reasonably accurate.
The E-modulus usually is determined from the uniaxial tensile test (see Figure 1). However, especially with AHSS, the stress-strain behavior of the material in the elastic region is not linear, and a large deviation from linear loading occurs. Therefore, determination of E-modulus through a tensile test often is not accurate.
Also, while the E-modulus usually is assumed to be a constant value, several researchers have shown that it is not a constant value but rather a function of plastic strain that changes with the magnitude of deformation or strain (see Figure 2).
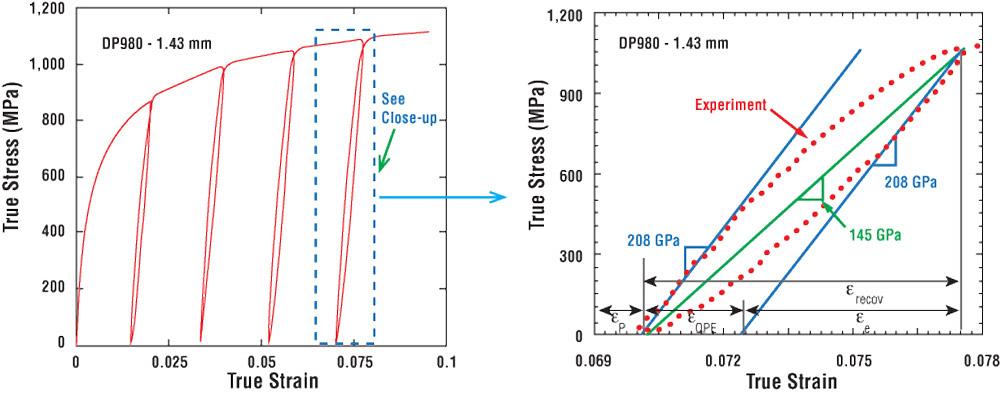
One typical method to determine the E-modulus versus plastic strain is loading/unloading in a tensile test. However, a large deviation from linear unloading is observed following plastic deformation (see Figure 3). In most proposed practical methods for determination of the E-modulus, a linear slope of stress-strain data is used. This linear chord is determined by joining two points obtained from stress just before unloading and at zero applied stress. However, this method does not represent the realistic nonlinear unloading behavior of the material.
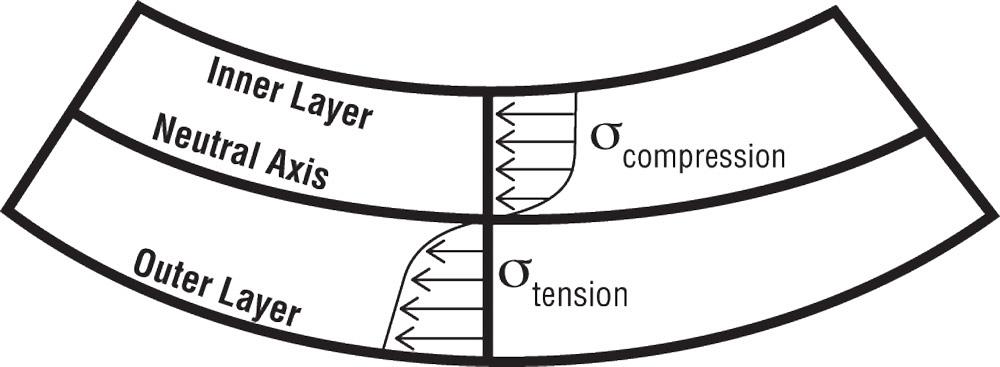
In addition, the major deficiency in determining E-modulus through a tensile test is that the stress and strain in tensile are uniaxial. In other words, the tensile specimen is subject only to tensile (and, in some special test methods, only to compression) stresses. However, in bending operations in which springback is a major issue, the sheet is subject to tensile and compressive stress simultaneously throughout the sheet thickness (see Figure 4). Therefore, it is questionable whether the E-modulus as determined from the tensile test can be used for accurate prediction of springback in bending.
In addition to flow stress and E-modulus, strain hardening, plastic anisotropy, and Bauschinger effect also influence the accuracy of springback predictions.
To consider the effect of these parameters on springback, the Yoshida-Uemori model (Yoshida, 2002) is recommended. However, this model requires extensive testing to obtain the necessary parameters for the process simulation.
A project currently is in progress at CPF to develop a cost-effective and practical method for improving the accuracy of springback prediction. The focus is on determining a constant E-modulus, called “apparent E-modulus,” for a given material, thickness, and bending operation that can provide more accurate springback prediction.
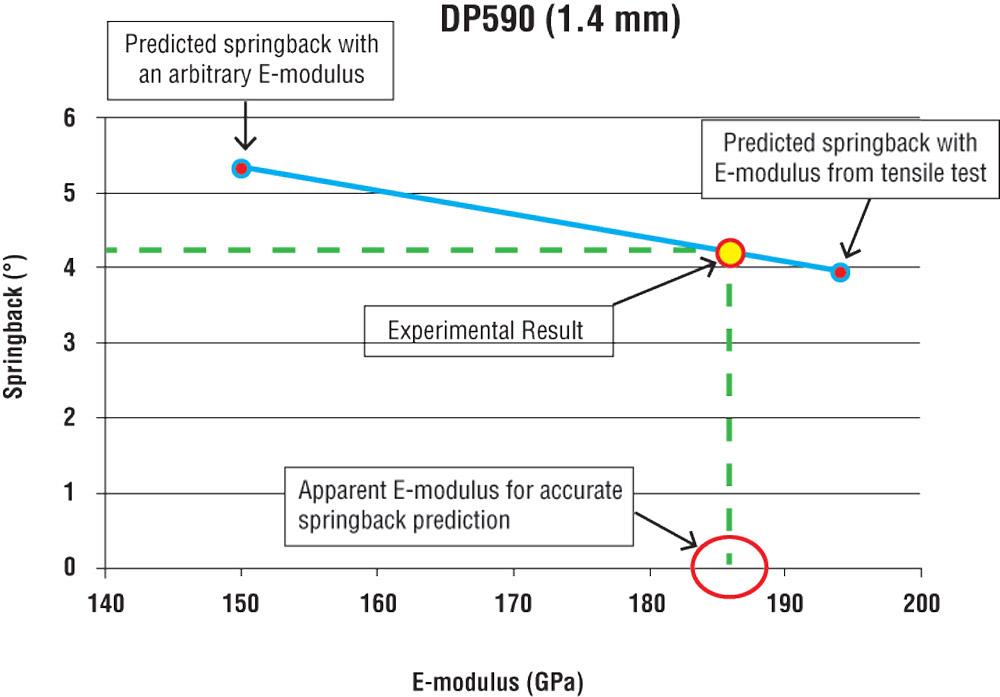
With this method, called inverse analysis, a bending test that represents the actual bending process of the real part (for example, U-bending for U-shaped parts or hat-shape bending for hat-shaped parts) is conducted and the springback measured for a selected material and thickness. A finite element simulation model of the same process is developed using an initial E-modulus obtained from a tensile test. By comparing the predicted springback with the experimental measurement, researchers conduct another simulation using an arbitrary lower or higher E-modulus compared to the initially used value.
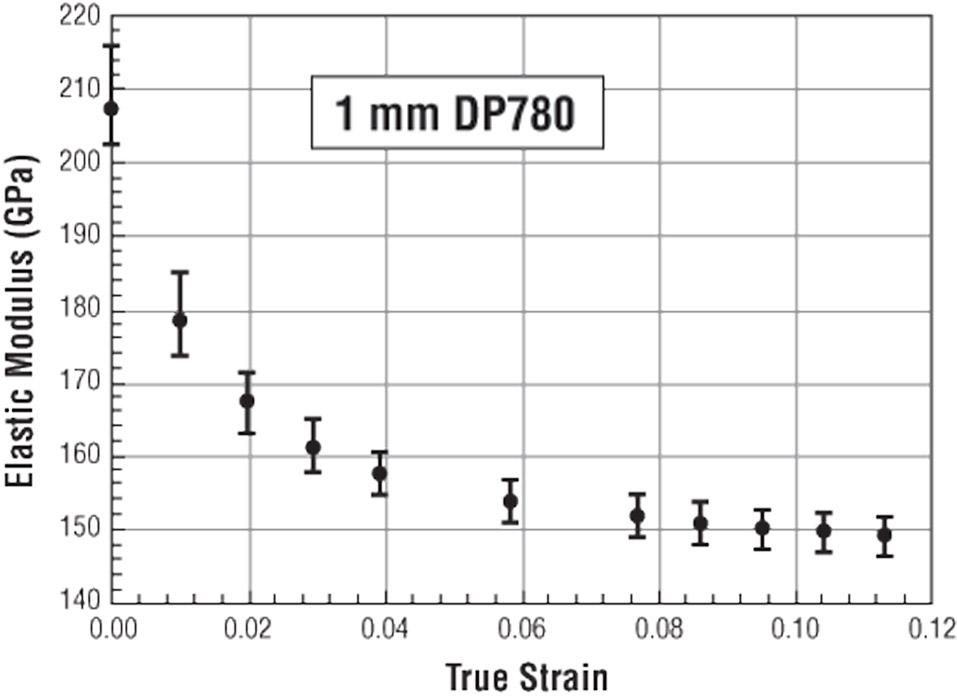
Figure 2
E-modulus versus plastic strain is obtained from a loading/unloading test. (Kardes, 2012)
Results of the two simulations are plotted in a graph of springback versus E-modulus and interpolated by a linear function (see Figure 5). The value of the E-modulus, which provides the springback value that is measured from the experiment, is considered as the apparent E-modulus for that material, thickness, and bending operation.
The initial results of this study showed a significant improvement in springback prediction.
References
N. Kardes et al., “Springback prediction in bending of AHSS-DP780,” Proceedings of NAMRI/SME, Vol. 40, 2012.
L. Sun and R.H. Wagoner, “Complex unloading behavior: Nature of the deformation and its consistent constitutive representation,” International Journal of Plasticity, Vol. 27, pp. 1126-1144, 2011.
R.H. Wagoner et al., “Advanced issues in springback,” International Journal of Plasticity, Vol. 45, pp. 3-20, 2013.
F. Yoshida et.al., “Elastic-plastic behavior of steel sheets under in-plane cyclic tension-compression at large strain,” International Journal of Plasticity, Vol. 18, pp. 633-659, 2002.

Professor Emeritus and Director - Center for Precision Forming


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}