















Research Assistant, ERC/NSM
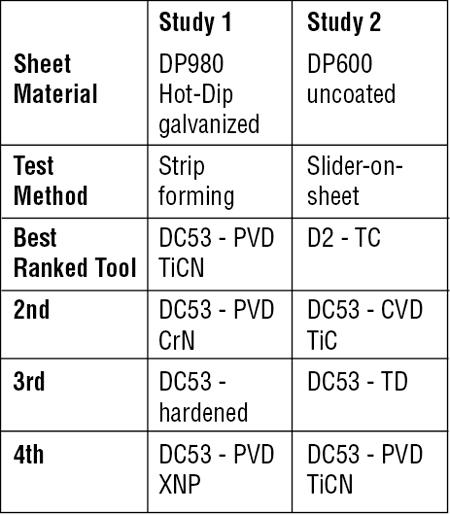
Figure 1: Several studies rank tool materials and coatings using a widely accepted standard test.
Editor’s Note: This article is Part III of a three-part series that reviews the die materials and die coatings used in forming AHSS. Part I, which appeared in the January/February issue, discussed the relationship between process conditions and tool failure mechanisms. Part II appeared in the March/April issue and discussed tests for evaluating galling and wear of die materials and coatings.
Many cast-iron and steel grades are used for manufacturing dies in the stamping industry. The cost of these materials varies considerably, but with appropriate surface treatments, coatings, and lubricants, a cost-effective die material can outperform the expensive ones.
Die material selection requires a systematic evaluation of tool materials, coatings, and heat treatments, with cost considered as a parameter. Having a proper knowledge of surface treatments and coatings can save money in stamping die manufacturing.
Several studies rank tool materials and coatings using a widely accepted standard test.1, 2 However, they do not give quantitative information regarding tool life under practical stamping conditions. There are a number of publications on comparative die wear studies, yet not many of them use advanced high-strength steel (AHSS) as sheet material. Figure 1 provides a summary of ranking results.3
Benchmark studies give a numeric comparison of tool life (number of good parts stamped) for a given tool material and coating. Forming tests were conducted until galling and scratches were visible on the sheet metal.
The first study was a channel forming test using uncoated DP600. Figure 2 shows the results of this study.
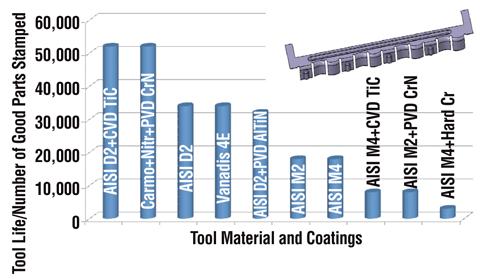
A similar study was performed with uncoated DP980 material using the part seen in Figure 3. The forming tests were conducted up to 52,000 stampings, and results are shown in the figure.4
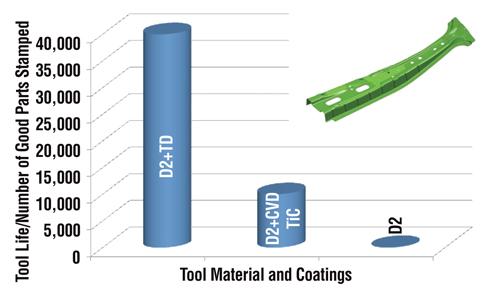
As a benchmark, forming of a B-pillar inner also showed that conventional tool materials fail from heavy galling after making a few hundred stampings in AHSS. Figure 4 shows how the tool life of D2 changes with three different coatings.5
For the forming of AHSS with 500- to 800-MPa tensile strength, several tool steel companies, industrial experts, and research facilities recommend the following tool materials, treatments, and coatings.61, 7
The wear coefficient can be used to simulate wear progression using finite element analysis (FEA). Since the pressure distribution and sliding distances are not constant throughout a stamping die, inserts may be used to reduce wear at critical locations in the dies. At this point, simulations can be useful for the proper design of die inserts. Figure 5 shows how simulations can be used to determine the locations of mild and severe die wear.
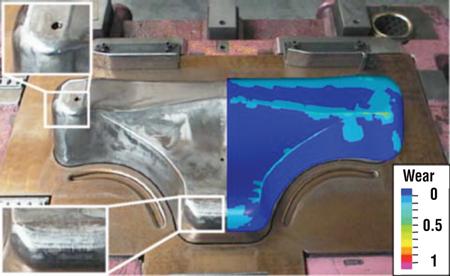
Figure 5: FEA simulation compares to actual wear on a stamping punch.
When the wear coefficient and surface hardness of tools and sheet materials are known, FEA can be used to estimate how many successful parts can be stamped before galling and scratches become visible. With these parameters, we can estimate tool life, and insert design can be improved.8
Notes
1. H. Kim, S. Han, Q. Yan, and T. Altan, “Evaluation of Tool Materials, Coatings and Lubricants in Forming Galvanized Advanced High Strength Steels (AHSS),” CIRP Ann. Manuf. Technol. 57, pp. 299-304, 2008.
2. N. Cora, “Development of Rapid Die Wear Test Method for Assessment of Die Life and Performance in Stampings of A/UHSS Sheet Materials.” Dıss. VCU, 2009.
3. M. Liljengren, K. Kjellsson, T. Johansson, and N. Asnafi, “Die Materials, Hardening Methods and Surface Coatings for Forming of High, Extra High & Ultra High Strength Steel Sheets (HSS/EHSS/UHSS),” in proceedings from IDDRG, 2008.
4. D. Young, T. Mulholland, and M. Klein, “Investigation of Tooling Durability for Advanced High-Strength Steel,” in proceedings from the Seminar on Great Designs in Steel, Livonia, Mich., 2009.
5. A. Mihail, M. Rozdik, and G. Nadkarni, “Design & Manufacturing a DP980 B-Pillar Inner for the GM Chevy Equinox / Pontiac Torrent,” in proceedings from the Seminar on Great Designs in Steel, Livonia, Mich., 2008.
6. Liljengren, “Die Materials, Hardening Methods and Surface Coatings.”
7. O. Sandberg, B. Hogman, B. Johansson, and A. Thuvander, “New Tool Steel Concept for Stamping of HSS and AHSS Sheet,” in proceedings from IDDRG, 2008.
8. H. Hoffmann, C. Hwang, and K. Ersoy, “Advanced Wear Simulation in Sheet Metal Forming,” CIRP Ann. Manuf. Technol. 54, pp. 217-220, 2005.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}