















Vice President of Sales and Marketing

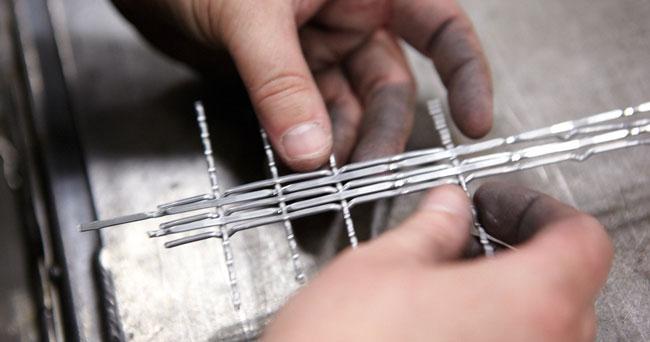
Figure 1: This example of precrimped woven wire mesh comprises three different wire sizes and three different crimp styles in a single weave.
Woven wire mesh is a versatile industrial material produced by interconnecting strands of metal wire made from aluminum, copper, brass, bronze, carbon steel, pregalvanized steel, titanium, or stainless steel. It is available in various styles, depending on material type, wire diameter, and opening size.
Woven wire mesh is manufactured in one of two ways: plain woven or precrimped.
Plain Woven. The wires take their shape and form during the weaving operation. Plain woven wire mesh is used for applications that require small openings, such as window screens.
Precrimped Woven. Individual wires are crimped or shaped before they are woven. Precrimped woven mesh is used to produce weaves with larger openings—up to 8 inches. Because larger openings require greater stability, the wire must be crimped before it is woven. This stabilizes larger-scale weaves by creating a pocket where the wires intersect.
Precrimped woven wire mesh (see Figure 1) is more likely to be specified for metal fabrications made in North America than plain woven wire mesh. As a result, fabricators should know the importance of the crimping process in manufacturing a quality finished product.
Precrimped woven wire mesh serves an amazing array of industrial functions. It provides high functionality when used as an aggregate screen for materials companies and a unique aesthetic when used on the grilles of Rolls-Royce Phantoms. It can withstand extreme temperature conditions in the heat-treating industry and resists corrosion when used in caustic environments. It protects heavy-equipment operators by serving as guard screens and is manufactured for particle-size analysis to serve as test sieve cloth.
In theory, the wire crimping process is simple: Warp and fill wires are prepped by being individually shaped so that they fit together and form tight intersections during the weaving process. But the details, which vary among manufacturers, can make or break mesh in terms of aesthetics and performance, and good fabricators instantly recognize the difference careful crimping makes in mesh quality. The consistency and repeatability provided by a precise crimping process can save fabricators time and money when precrimped wire mesh is specified.
An endless variety of metal compositions can be shaped into wire, and any metal wire can be crimped and woven. Combining the appropriate alloy with the most suitable crimp, produced with the best tooling, ensures successful industrial applications of precrimped wire mesh.
As mentioned previously, certain aspects of the crimping process vary among manufacturers. The following describes one such process.
When a stem of wire arrives at the mesh manufacturer via a large carrier, it is placed onto an electric-assist turntable. The turntable helps ensure uniform crimp spacing as the crimping wheels pull the wire from the carrier at a consistent pace. As it gets pulled through straightening wheels (see Figure 2), the wire is manipulated by the crimper (see Figure 3) to produce an evenly spaced crimp with a desired specific shape.
Figure 2: Before any forms can be made to the wire, it needs to be sent through a wire straightener.
Crimpers are so essential to wire weaving operations that they often are custom-designed by the mesh manufacturers to allow optimum control over efficiency and quality.
Crimping wheels are placed at an appropriate distance apart to create the crimp depth specified on the job sheet. Manufacturers can position wheels for crimp depth down to a thousandth of an inch. Proper crimp depth is an important variable in determining the success or failure of the weaving process. A crimp that is too deep will result in loose-woven mesh. A crimp that is too shallow will result in mesh that is too tight and very difficult to manipulate.
The more crimping wheels that a manufacturer has available, the greater variety of weaves they can create. Efficient wire mesh manufacturers produce their own crimping wheels, which allow for the constant innovation of different crimps.
At the beginning of the crimping process, hand samples (see Figure 4) are taken to establish that the specified crimp depths meet the application’s requirements. Checking hand samples also helps to ensure that quality is maintained, even throughout shift changes and multiple setup jobs.
Sampling checks the depth of the pocket, and recognizing the perfect pocket requires careful attention. Manufacturers also must periodically check the squareness and flatness of the mesh and make sure that its spacing—or pitch—remains consistent.
The ultimate goal of the crimping process is to lay the groundwork for weaving. The loom simply finishes what the crimper starts, and the weaving process is worthless unless the crimp has been mastered.
Just as fundamental components of the crimping process exist, so do fundamental styles that result from that process. When manufactured to exacting standards, the crimping styles for mesh are the basis for the material’s versatility, fostering a variety of weaves that serve a multitude of industrial performance possibilities. Once again, a wider array of crimping wheels (see Figure 5) expands the possibilities for crimping styles. Where an extensive range of tooling is available, the possibilities are endless.
The following crimping styles are building blocks. They can be scaled, customized, or brought together. The engineering flexibility of metal mesh opens up the possibilities for endless patterns and applications, and these crimping styles provide the foundation.
Plain crimp is a simple zigzag style of crimping, in which wires intersect at every available pocket. The smooth woven construction of plain crimp produces a subtle pattern, most common when mesh-to-diameter (MD) ratios are 4-to-1 or less. (The MD ratio is the mesh spacing—center to center—divided by the wire diameter.) Plain crimp is suitable for many industrial applications.
Intercrimp is simply a plain crimp with one small difference: Wire intersections occur only at odd-numbered frequencies. The visible depressions between intersections give this crimp the appearance of being in constant zigzag motion. This widespread crimp style is most commonly used with MD ratios of 6-to-1 or greater.
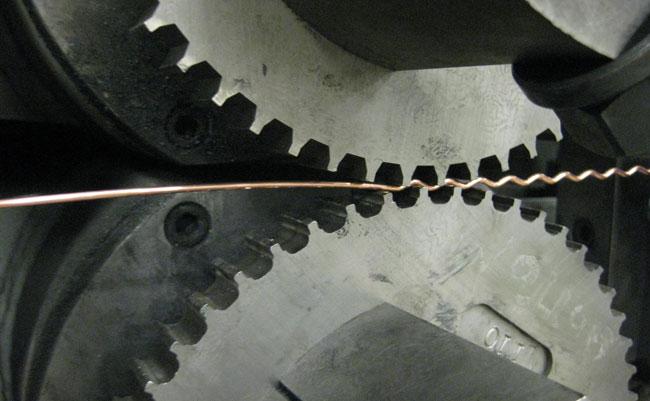
Figure 3: A crimping wheel delivers the appropriately spaced crimp and the form on the straightened wire.
Lock crimp is a more versatile crimp pattern that works well at practically any MD ratio of 4-to-1 or greater. It is characterized by straight sections of wire connected by a well-defined “bump” at their intersections. Distinct intersections give this crimp a clean aesthetic. Appropriate for many applications, it is a suitable choice for animal confinement, heat treating, aggregate sorting, and fencing.
Flat top crimp is similar to the lock crimp, but all of its crimping is offset to one side of the material. This creates a smooth top surface—with no high points—as all wires are woven on a single plane. Its bottom side, however, has crimp bumps approximately twice the height of lock crimp bumps. Flat top was originally created to allow for the smooth flow of materials over the surface and provide a flat face for use as backer screens. Flat top is ideal for aggregate sizing and sorting, agriculture, filtration, and heat-treating applications.
Triple shoot crimp is a specialty crimp style that creates maximum open areas. It consists of relatively long sections of straight wire, connected by groupings of three plain crimp pockets. The resulting material has rectangular openings with a very high aspect ratio. Used primarily for sizing and sorting applications, triple shoot screen is most effective when high flow volumes are required.
Hybrid. Sometimes multiple fundamental crimp styles need to be combined into hybrid crimps to produce quality mesh that satisfies the customer’s specifications.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}