















Fundamentos de la sierra de cinta: 5 claves para un buen corte
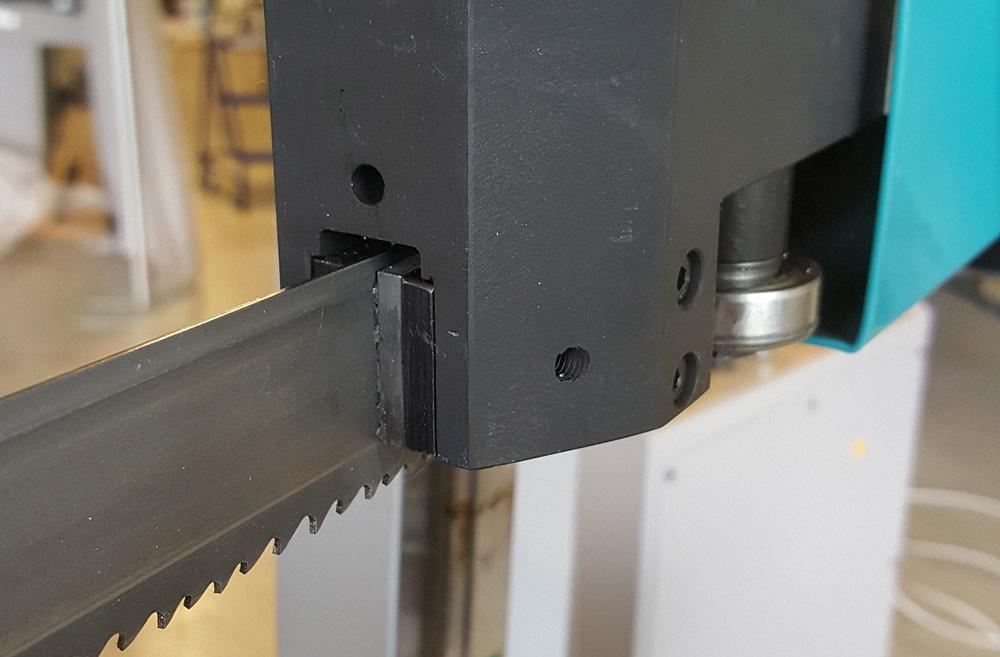
Con el tiempo, las sierras de cinta se desgastan, pero casi siempre las causas de un mal corte pueden remontarse a la operación inadecuada o a problemas mecánicos que podrían haberse evitado con mantenimiento de rutina. Una sierra de cinta moderna puede lograr un acabado superficial a 0.0250 pulgadas y producir bordes bien definidos e impecables en el material (vea la Figura 1).
Sin embargo, incluso una sierra de cinta antigua que ha sido operada y mantenida adecuadamente puede lograr un corte de alta calidad cercano al de una sierra de cinta moderna. Para asegurar un corte de calidad, concéntrese en estas cinco áreas clave: refri-gerante, la hoja, avance descendente, soporte de la pieza de trabajo y mantenimiento de la máquina. Desafortunadamente, muchos o-peradores no entienden del todo ni aprecian cómo estas áreas clave se interrelacionan.
1. Refrigerante.
El refrigerante arrastra las virutas del corte de sierra y, junto con un cepillo limpiador de hoja, asegura que ninguna viruta regrese a la pieza de trabajo. El refrigerante además funciona como un agente de transferencia de calor para enfriar la pieza de trabajo y lubricar la hoja y así prolongar su vida. Como le ocurre al aceite en un motor de carro, el refrigerante puede degradarse con el tiempo y debe cambiarse.
Para aceros generales, la relación de agua a refrigerante debe ser de 10 a 1 o de 12 a 1 para acero suave, y de 8 a 1 para materiales más duros. Muchas personas suponen que el refrigerante no se evapora, y que los operadores o técnicos sólo tienen que agregar más agua. Sin embargo, con el tiempo esa rela-ción de refrigerante puede llegar a ser de 30 a 1. Esto reduce muchísimo la capacidad de transferencia de calor del refrigerante y pue-de causar que se formen rebabas a lo largo del borde de la pieza de trabajo. Además, la lubricidad se reduce en gran medida, ha-ciendo que la hoja se desgaste más rápido.
2. La Hoja
Una hoja filosa bien lubricada hará un corte impecable. Conforme una hoja se desafila, genera más calor, y en algún punto la cantidad de calor generado puede superar a la capacidad de transferencia de calor del refrigerante, especialmente si la mezcla de refrigerante es vieja o si no tiene la proporción correcta de agua-refrigerante.
Asegúrese de que el paso de diente de la hoja sea correcto para el material que se esté cortando. Usar un paso de diente demasiado fino puede causar que las virutas queden atrapadas en la garganta de la hoja —“limando” el material en lugar de cortarlo. Esto producirá una superficie áspera.
Para la mayoría de las aplicaciones, un paso de diente menos fino es más eficiente y corta más rápido. Inspeccione las virutas producidas: éstas deben ser virutas estéticas, rizadas, completas. De lo contrario, revise su hoja y el cepillo limpiador de hoja para asegurarse de que no haya virutas atrapadas en la garganta. Las virutas azules son señal de que se está generando demasiado calor.
Asegúrese de que la velocidad de la hoja sea correcta para la aplicación. Hasta un ajuste de unos cuantos pies por minuto puede mejorar enormemente la calidad del corte. Su vendedor de hojas para sierra puede proporcionarle tablas de materiales, velocidades para hojas, y ritmos de corte, y éste tiene acceso al departamento técnico del fabricante de hojas para que responda preguntas específicas.
Además, verifique las guías de la sierra de cinta, incluyendo el posicionamiento y las tolerancias de los insertos y rodillos. Asegúrese de que los rodillos guía giren libremente. Un rodillo bloqueado o dañado puede aprisionar la hoja de la sierra.
3. Avance descendente
La velocidad y la presión del avance descendente deben controlarse para el tipo y el espesor del material que se esté cortando. Si el avance descendente automático está confi-gurado para una hoja filosa, debe reconfigurarse periódicamente para tomar en cuenta la pérdida gradual de filo de la hoja. El no hacer esto puede producir cortes de una calidad cada vez peor.

Figura 1
Cuando se operan adecuadamente, las sierras de cinta modernas son capaces de producir cortes con una tersura superficial de 0.0250 pulgadas.
Si la sierra de cinta tiene un avance descendente manual, el operador debe vigilar continuamente la calidad de corte y ajustar la velocidad y la presión según sea necesario.
4. Soporte de la Pieza de Trabajo
Verifique que la pieza de trabajo, soportada firmemente en ambos lados del corte, no pueda moverse durante el corte. Si la presión de sujeción es ajustable, use la presión máxima para material sólido y la presión suficiente para sujetar materiales estructurales sin deformarlos.
Un tipo común de rebaba ocurre cuando el lado cortado de la pieza de trabajo no está soportado adecuadamente. Conforme la hoja se acerca al final del corte, el peso del material puede hacer que éste caiga en lugar de ser cortado (vea la Figura 2).
Al cortar material rectangular, coloque la pieza de trabajo de manera vertical en lugar de horizontal. Esto reduce la cantidad de contacto de la hoja con la pieza de trabajo, lo que resulta en un aserrado más eficiente y un corte de mejor calidad.
Para darle soporte a la hoja, coloque los brazos guía de la hoja lo más cerca posible de la pieza de trabajo. Si la distancia es demasiado grande, la hoja puede moverse e-rráticamente en el corte, especialmente con demasiada presión de avance descendente. Las máquinas más nuevas tienen guías de carburo además de los rodillos para ayudar a mantener la hoja vertical.
5. Mantenimiento de la Máquina
Todas las partes móviles deben lubricarse bien, para que todas las vías de deslizamiento funcionen sin resistencia extra. Esto asegura la repetibilidad de un corte a otro. Lubrique las graseras con grasa de alta calidad, y otras superficies maquinadas con aceite lubricante industrial general.
Revise el cojinete de la rueda de transmisión para asegurarse de que no esté desgastado. Un cojinete desgastado puede hacer que la hoja se vuelva ligeramente angulada, creando un corte biselado. Dependiendo del diseño de la sierra, puede que tenga que reemplazar todo el ensamble de rueda de transmisión. Asegúrese de seguir las instrucciones y especificaciones del fa-bricante.
Inspeccione el cepillo limpiador de hoja para asegurarse de que haga buen contacto con la hoja de la sierra. Si las cerdas metálicas se desgastaron, considere reempla-zarlo por un cepillo de cerdas de nylon. Las cerdas de nylon no se desgastan tanto en la hoja, y por ser flexibles pueden durar más.
Un corte torcido (vea la Figura 3) pue-de ser síntoma de vibración de la hoja. Si la máquina es vieja, revise si hay desgaste en la barra pivote. Una barra pivote desgastada puede inducir vibración en el brazo, la cual se transmite luego a la hoja. Esto produce un corte ondulado. Usualmente la barra no puede reemplazarse, o reemplazarla costaría casi lo mismo que una máquina nueva. Si llegó el momento de reemplazar su máquina, elija una sierra de cinta de alta calidad. No deje que el precio sea su única preocupación.
Si la barra pivote de su cierra de cinta sigue estando apretada, necesita echar un buen vistazo a cómo se opera y se da mantenimiento a la máquina. En la mayoría de los casos, los cortes torcidos pueden remontarse a la operación inadecuada de la sierra, como por ejemplo demasiada presión de avance descendente, velocidad de hoja demasiado lenta, o brazos guía demasiado lejos.
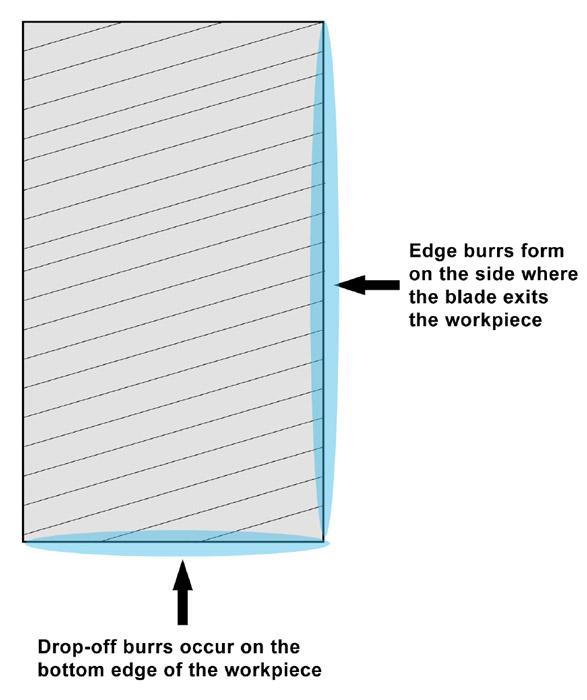
Figura 2
Se forman rebabas de salida en el lado de la pieza de trabajo, y usualmente indican que el metal se calentó demasiado. Ocurren rebabas de caída cuando ambos lados de la pieza de trabajo no están soportados adecuadamente, y la sierra de cinta casi está en la parte inferior del corte.
En otros casos necesitará hacer una ins-pección a fondo. ¿La hoja está desafilada? ¿La tensión de la hoja se demasiado débil? ¿Las guías de hoja están desgastadas o desajustadas? Entendiendo los cinco factores clave que afectan el corte, usted deberá ser capaz de lograr buenos cortes siempre.
Jim Larson es presidente de Kalamazoo Machine Tool, 269-321-8860, www.kmtsaw.com.
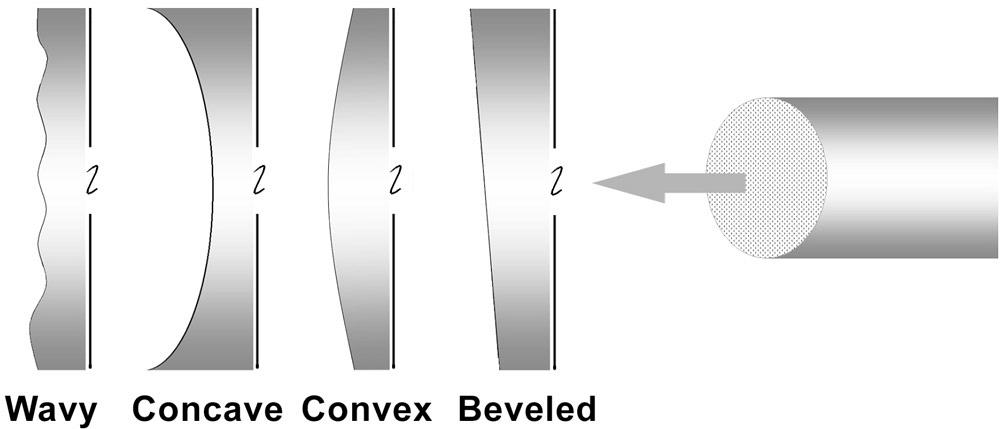
Figura 3
Para la mayoría de las aplicaciones, un corte se considera vertical si no varía más de ±0.002 pulgadas por pulgada de viaje vertical. Cualquier cosa fuera de esa tolerancia se considera torcida y es un signo de que hay demasiado juego en la hoja de la sierra. Nota del editor: las gráficas se han exagerado mucho para mostrar el efecto.
About the Publication

subscribe now

FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscription- Podcasting

Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...
- Trending Articles
1
Los operadores de prensa dobladora inexpertos hacen indispensable el repensar la seguridad

2
Prescripción para la reducción del desperdicio: arreglo esbelto de las instalaciones

3
Anidado para la estabilidad del corte láser

4
La máquina procesadora de placas crea biseles complejos en un solo corte

5
El software guía a los soldadores a través de instrucciones de trabajo
