















Using a purge dam to cut welding time for UHP applications
Specialty system provides faster, cleaner welds on electropolished tube and pipe
Engineers and welders familiar with ultrahigh-purity (UHP) stainless systems know that purging before welding is a critical step in achieving acceptable, oxidation-free welds. The downside is that purging can be time-consuming. For small-diameter tube, 3 in. OD for example, sealing the tube ends and welding might require just 10 minutes or so, but depending on the system’s length, preweld and postweld purging can take an hour. Reducing the purge time is a key factor in making this process as efficient as possible.
Purge dams seal off most of the volume of the tube or pipe, meaning just a small chamber, usually 12 in. or so, needs purging. However, some welding engineers in the semiconductor market have been reluctant to use purge dams for UHP stainless systems. The concerns center on the potential to damage the electropolished (EP) surface or to leave debris or residue on the ID.
Ralph Cohen, PE, a mechanical engineer who spent part of his career designing UHP systems, understands this caution.
“Years ago, copper was used for high-purity and ultrahigh-purity systems,” he said. This was before orbital welding had gained acceptance for UHP applications. The emergence of this technology, with its ease of use, programmability, and precision welding capability, meant that stainless steel would be a viable replacement for copper in UHP systems. Still, the transition from copper to stainless steel wasn’t immediate. Cohen, who worked for Intel Corp. at the time, was in the right place at the right time to see this transition take place.
He previously had worked for Texas Instruments and, because he had designed piping systems for TI, he figured he should augment his engineering degree with some additional coursework.
“I took about a half dozen welding courses, including learning how to weld pipe,” he said. “I learned how to weld overhead, uphill, and so on, to become a better engineer.”
Intel sent a three-person team including Cohen to Japan to learn about welding in a clean room, using purified mixtures of argon and hydrogen to protect the weld while precisely controlling internal pressure. Although the smooth, flat, oxide-free welds that come from using a proper purge gas and a clean room environment are common today, they were nothing short of revolutionary at the time.
However, the path to implementing any new technology often is cluttered with obstacles. Whenever an industry has an established knowledge base, accepted procedures, and an inventory of equipment for carrying out those procedures, it takes time to adapt to something new. When large amounts of time and money are at stake, caution prevails. Of course, this didn’t last forever. A few successful experiments in building small systems led to bigger things, and eventually stainless steel displaced copper in UHP applications.
The next challenge concerned purge dams. They are a big help in saving gas and time—rather than purge the ambient air from 40 or 50 linear feet of a piping system, a welder can use a purge dam to seal off just a few inches of the system. As the use of UHP systems has grown over the years, the need for purge dams has increased.
“I noticed over the years that the industry was using a lot of argon,” he said. “Years ago the lateral distribution systems were made from ½- to 2-in.-OD material. These days they’re using pipe up to 4 in. in diameter for the laterals and up to 12 in. OD for the mains. Bigger diameters require more argon and take more time to purge.”

Figure 1
The dam system has slots and a diffusion screen to help distribute the argon as it flows into
the trapped volume.
To work in an HP or UHP system, a purge dam would have to be both robust and delicate: robust enough to slide through a lengthy system with many 90-degree bends, yet delicate enough to preserve the integrity of the electropolished ID of the system.
Design Challenges
Recognizing this as an opportunity, a team comprising members from two suppliers of UHP tubing components and systems, Dockweiler AG and Evans Components, looked for a way to develop a purge dam suitable for UHP applications. Dubbed Eco Purge (patent pending), the system is compatible with EP tube and has features such as monitors for the gas pressure and oxygen level and a borescope for inspection.
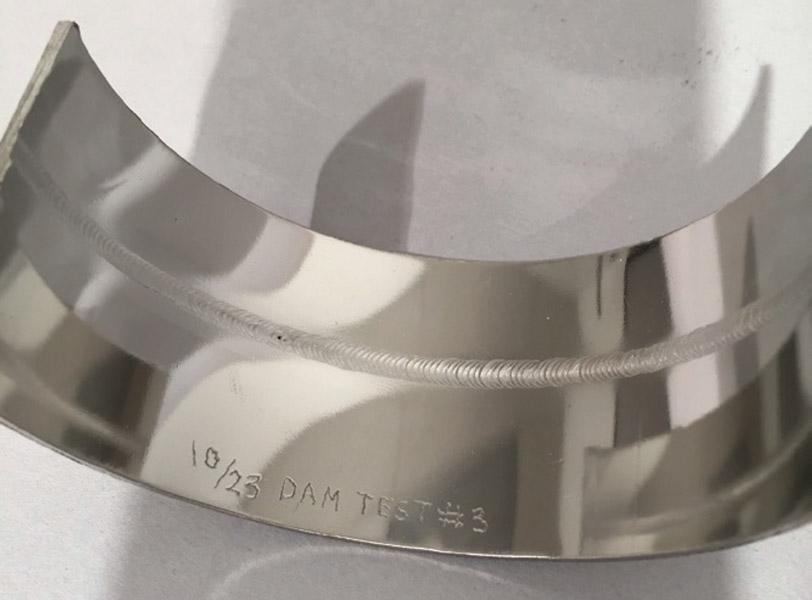
Material. Early attempts used ball bearings, first nylon and then stainless steel, to isolate the close-fitting purge dam from the tube wall. Both prototypes were discarded when it was discovered that these marked the ID. Several O-rings didn’t pass muster for the same reason—hard reinforcing compounds mixed with the elastomer materials left tracks on the electropolished finish. The team struck gold when it realized that the polyester cleaning pads used to wipe down tube surfaces after electropolishing would be an ideal material (see Figure 1). Fashioned into a sleeve that slips over each end of the purge dam end, each polyester sleeve is used up to three times before it is replaced with a new one.
The sleeves are manufactured by a company that makes clean-room gowns, so they are laundered and packaged according to industrywide protocols.
Positioners. Finding a way to position the purge dam inside the tube proved to be a difficult challenge, but it was solved by magnetic coupling (see Figure 2). The stainless steels used for UHP and cleaned-for-oxygen-service (CFOS) applications, types 304L and 316L, are not magnetic, so magnetic flux penetrates the wall. The magnetic locator enables the user to move the dam and attached bundle of umbilical lines, three perfluoroalkoxy (PFA) tubes, to any location along the pipe’s length.
Umbilical System. The umbilical bundle conveys purified argon to the purge chamber; supplies a continuous sample from the contained volume to the oxygen analyzer; and connects the contained volume to the pressure gauge. The umbilical tubes are surrounded by a polyester sheath to prevent scratching the ID.
Validation Testing. Evaluating the system’s effectiveness comprised several tests.
- Foremost was a weld test, a comparison of purge gas flow rate and duration, both with and without the purge dam. The evaluation included a visual inspection of oxidation in the heat-affected zone (HAZ) on the ID.
- The second evaluation concerned particle generation, comparing welds made with the purge dam and welds without the purge dam.
- The third evaluation was a visual inspection of the ID of EP tube, looking for scratches and deposits. The tube’s ID was photographed before and after moving the purge dam through the tube several times.
- Fourth was an evaluation of the umbilical’s suitability for this application. The root of this evaluation was PFA permeability, a test to determine if the PFA tubes would allow oxygen or moisture to contaminate the weld chamber they were intended to protect.
Benefits
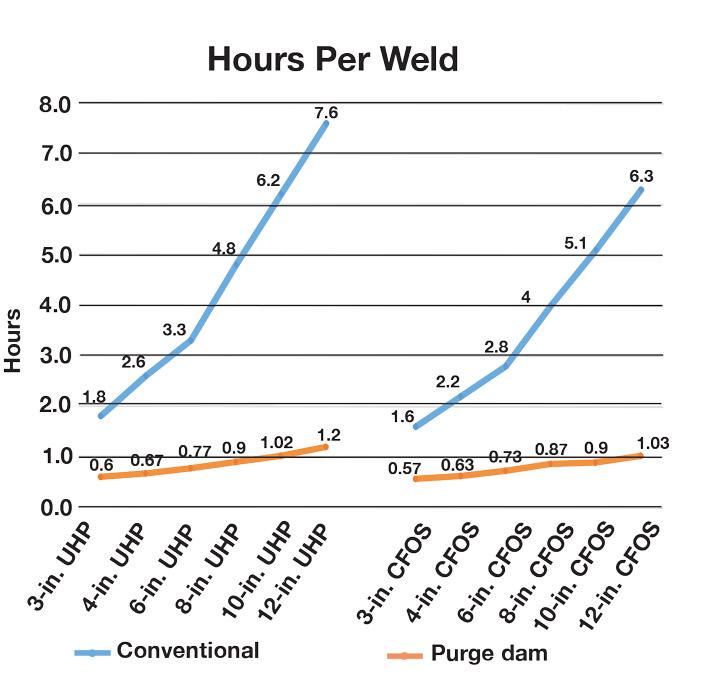
Welding two 20-ft. lengths of 3-in.-OD tube together with a two-person welding crew, with and without the purge dam, resulted in a 90 to 93 percent reduction in gas consumption (see Figure 3). It also cut the purging and welding time by 67 percent (see Figure 4).
- Conventional method (per contractor protocol): 40.5 minutes to purge at 202 standard cubic feet per hour (SCFH) and welding at 308 SCFH. Total time per weld = 1.82 hours, which included 10 minutes for setup, 4 minutes of welding, and 0.5 minutes for a postweld purge.
- Eco Purge method: 3.5 minutes to purge at 80 to 120 SCFH and the same flow rate for welding. Total time per weld = 0.6 hours, including a 5-minute setup, 5 minutes to replace the polyester sleeves and umbilical cover, 4 minutes of welding, and 0.5 minutes for a postweld purge. Note that the polyester sleeves were replaced after every weld and the polyester umbilical cover was replaced after every fifth weld.
As the pipe diameter increases, the argon and labor-hour savings increase in proportion.
Validation Test Data
Many test welds were performed at various flow rates, purge times, and residual oxygen concentrations. Acceptable results were obtained with purge rates from 80 to 110 SCFH and 3 to 4 minutes of purge before initiating the weld program. The residual oxygen level was measured from 1 to 5 parts per million (PPM) on two analyzers. Visually, the results were identical to welds using the conventional purge method.
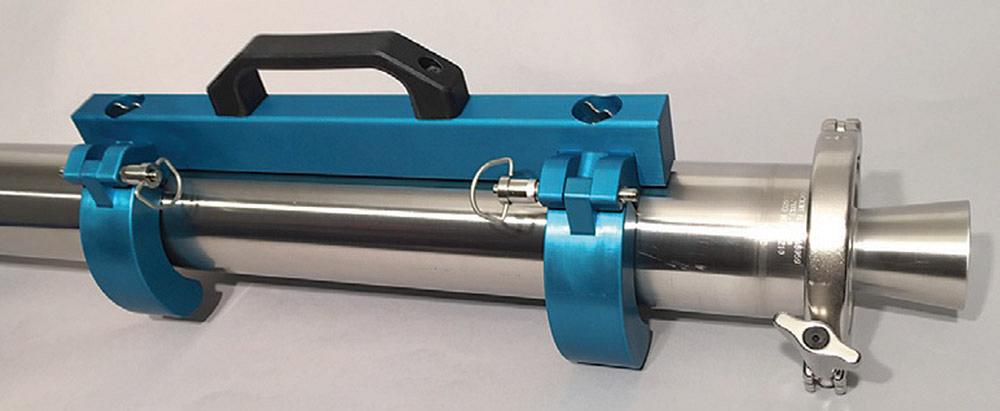
Figure 2
The system’s magnetic locator (shown here in blue) allows the user to move the purge
dam past typical obstacles such as pipe rack support clamps and branch valves.
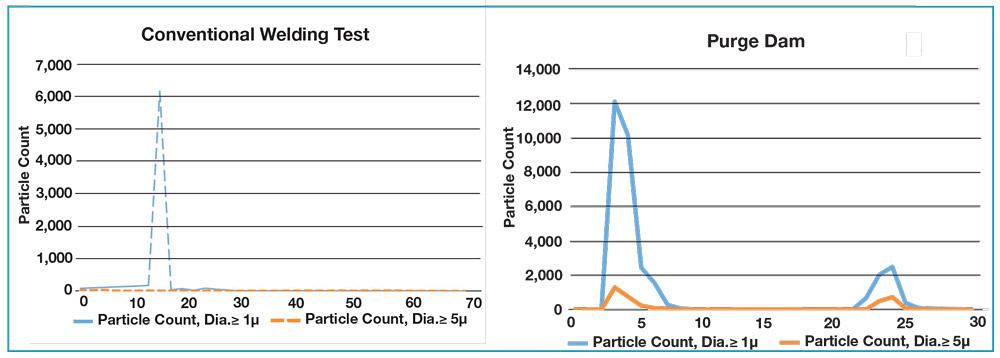
Clean and Smooth Tube Walls. It is inevitable that this method introduces additional particles (smaller than 0.1 micron) while the dam is moved inside the tube or pipe. This test quantified the magnitude, the spike duration, and the decay rate until the particles were purged (see Figure 5). Keep in mind that this is on par with conventional welding, in which the gas lines need to be qualified with a high-flow blowdown before meeting the performance specification, which typically is less than 2 particles per cubic ft. measuring less than 0.1 micron.
A side-by-side comparison test, three using the purge dam and two using conventional welds, revealed that although the particle concentration was higher with the Eco Purge dam, the particles did reduce relatively quickly and were expected to purge from the system during ongoing purging and blowdown during qualification testing. The primary particle source was the polyester cloth used to cover the purge dam ends and the umbilical bundle. While these system components prevent scratching the electropolished surface, they are not 100 percent free of particles.
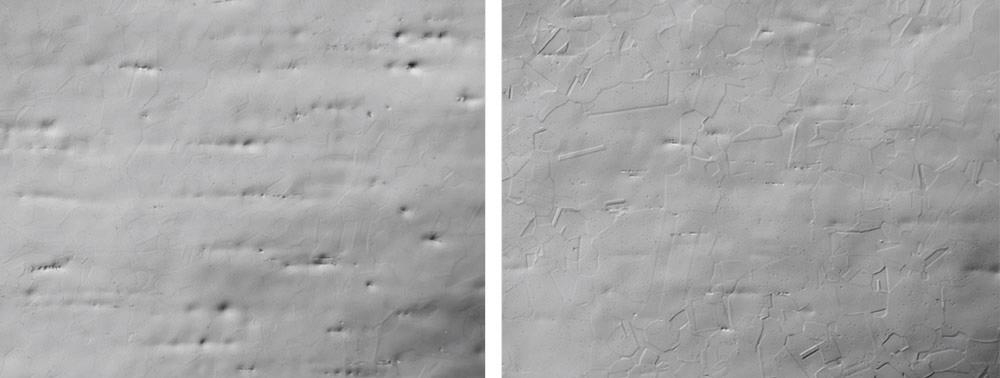
An examination of the tube walls showed that the polyester covers protected the ID from scratches (see Figure 6).
PFA Permeability. Argon typically is specified at a purity of less than 1 PPM oxygen and less than 100 parts per billion (PPB) moisture. Oxygen is so concentrated in the atmosphere, 210 million PPB, that it can pass through the walls of plastic tubing, as can moisture. For this reason, some industries specify an impermeable material, specifically stainless steel, for the purge gas tubing.
However, this doesn’t mean that stainless steel is the only material that can be used for purge gas tubing. An oxygen concentration up to 5 PPM can still result in acceptable welds, so the question is whether PFA would allow too much oxygen and moisture into the weld chamber. Only testing would determine whether PFA could be considered a suitable substitute.
The test for this project used a manifold that supplied purge gas at a purity of 1 PPB oxygen and 30 to 45 PPB moisture. The test would determine whether ambient air would permeate the PFA material and increase the oxygen and moisture levels inside the tube. During the time of this test, the ambient temperature was 66 degrees F and relative humidity was 57 percent, which corresponds to a moisture level of 12,300 PPM.
In the first test, the PFA tube was exposed to atmosphere at one end for 15 minutes with no flow. The tube was then reconnected to the manifold. Gas flow through the PFA lines commenced at 30 SCFH but was vented to atmosphere for 3 minutes to avoid overwhelming the analyzers. The sample then was directed at the analyzer and peaked at 150 PPB moisture; the oxygen level never exceeded 1 PPB. The flow rate was increased to 80 SCFH and after 10 minutes the moisture level had dropped to 75 PPB. After 35 minutes it reached equilibrium at 55 PPB (10 PPB above test baseline).
In the second test, the PFA tube was exposed to atmosphere at one end with no flow under the same ambient conditions for 60 minutes. The PFA was reconnected to the manifold and gas flow commenced at 20 SCFH and vented for just 30 seconds. After venting, the sample was directed to the analyzers. The sample peaked at 110 PPB moisture and 2 PPM oxygen. The flow rate was increased to 80 SCFH and after 13 minutes the moisture level dropped to 66 PPB. It reached equilibrium in 18 minutes at 52 PPB (21 PPB above test baseline). The oxygen content dropped from 2 PPM to 12 PPB in 7 minutes.
Thus, the permeability rate of a 3⁄8-in.-dia. PFA tube, when the flow rate is 80 SCFH, is approximately 10 to 21 PPB moisture per 10 ft. of tube. For the 35-ft. umbilical used in the Eco Purge system, the moisture level in the argon reaching the weld zone would be approximately 35 to 75 PPB higher than it would be if a stainless steel purge line were used. Similarly, the oxygen level reaching the weld zone would be about 100 PPB higher. These findings correlate with the observed acceptable weld coupons produced using Eco Purge. It is important to realize that if either a stainless steel or a PFA purge line is opened to atmosphere, both have similar recovery times before the purge gas meets the welding specification.
A Bigger Benefit for Bigger Tube
Purge dams offer something for every UHP installation. In comparing two systems, one at 400 linear ft. and another at 800 linear ft., the second one doubles the amount of argon needed to purge the system and doubles the time needed to convey the purge gas to the system. As systems become longer, using a purge dam makes more sense.
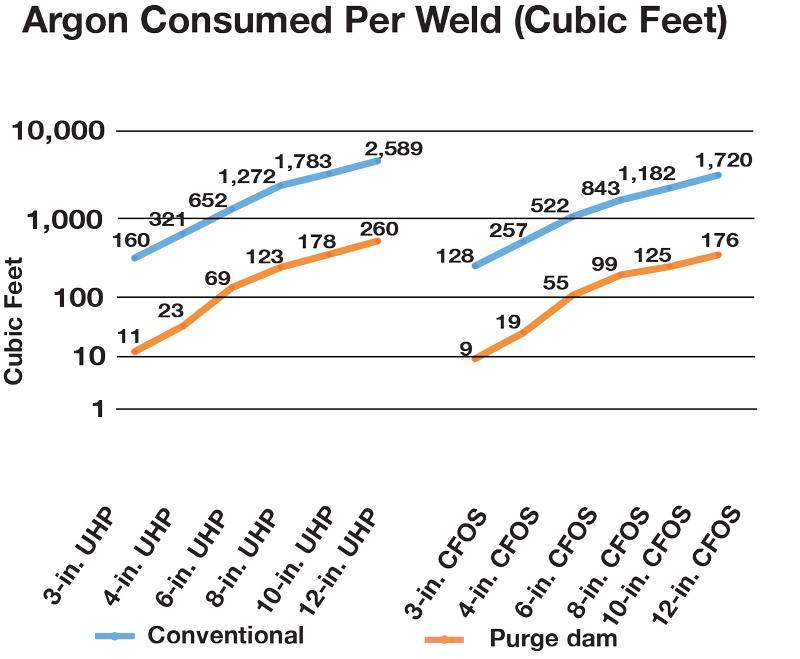
Figure 3
Using a purge dam reduces argon consumption by an average of
90 percent over several diameters.
The benefit accumulates faster when the diameter increases. Doubling the diameter increases the volume by the diameter difference squared. In other words, a 40-ft. system made from 3-in. pipe has a volume of 2.32 cu. ft. A system of the same length made from 6-in. pipe has a volume about four times larger at 8.82 cu. ft.
Ralph Cohen extends his appreciation to team members who participated in this project: Dr. Jan Rau, Rick Bottorff, and Stefanie Schlüter of Dockweiler AG, and Coke Evans, Derek Ross, and Paul Swift of Evans Components Inc.; and to Dockweiler AG and Evans Components for their generous material support.
Ralph Cohen is the owner of Ralph M. Cohen Consultancy, 1804 S.W. Broadleaf Drive, Portland, OR 97225, 503-292-5633.
Evans Components Inc., 7606 SW Bridgeport Road, Portland, OR 97224, 971-249-1600, www.evanscomponents.com
Dockweiler AG, 7606 SW Bridgeport Road, Portland, OR 97224, 503-997-3717, www.dockweiler.com
About the Author

About the Publication
subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
{kind=link}
Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...
- Trending Articles
1
Team Industries names director of advanced technology and manufacturing

2
Orbital tube welding webinar to be held April 23

3
Zekelman Industries to invest $120 million in Arkansas expansion

4
3D laser tube cutting system available in 3, 4, or 5 kW

5
Corrosion-inhibiting coating can be peeled off after use
