















Metal fabricator runs lean to deal with the skilled worker shortage
J & D Tube Benders finds that doing more with less is the only way forward

The key element that eliminates the need for guarding around a robot is having a large number of configurable safety protocols; according to Universal Robots, it has the most in the industry, up to 17. These can include something as simple as a force sensor in every joint of the robotic arm to something as sophisticated as an area scanner. Image provided by J & D Tube Benders
Just a few years ago, J & D Tube Benders, Schofield, Wis., found itself at a crossroads. The executive team faced a choice of continuing to run the company in much the same way as it always had, or it could go off in a new direction, embracing some new technologies, using its existing technologies in new ways, and reorganizing its shop floor and the way it does business. It wasn’t the first time the company has found itself in a position of making a big decision that would have long-lasting consequences, and no doubt it won’t be the last.
The new path it chose can best be described in two words: lean manufacturing.
Running Rich, Then Lean
Anyone who has worked around engines for a while knows the symptoms of an engine running rich. The ideal stochiometric ratio for a gasoline engine is 14.7 parts air to 1 part fuel; running rich means using too much fuel for a given amount of air, which wastes fuel, detracts from the engine’s performance, and fouls the spark plugs, among other things. Dialing down the fuel a bit, bringing the ratio back to 14.7-to-1, solves all of these problems.
In manufacturing, nobody wants to run rich, wasting resources like capital, labor, floor space, and time. Running leaner maximizes how resources are used, reduces waste, and strives to achieve just the essence of making the parts—it uses no more capital, labor, floor space, or time than necessary.
At J & D, the company ran a conventional manufacturing system from the 1970s until 2019. It had just as many machines as it needed for a setup that was organized by functional areas. Its staff moved batches of material from the inventory area to the cutting area to the bending area to the end forming area, until the parts were packaged and shipped. Along the way, many parts were deburred, cleaned, and sent out for powder coating.
The system didn’t necessarily waste a lot of space, but it did use up all of the space that was available at J & D’s previous location, and eventually it used up most of the space in its second, current building.
This was a far cry from 2000, when the company initially moved into its current facility. The move increased the company’s floor space threefold, and upon moving in—which took a mere three days and didn’t require any riggers—the president and CEO, Tom Felch, got an uneasy feeling that J & D had overshot the target, acquiring far more floor space than needed. Granted, the company used some of the additional space to relieve the congestion it had run into at the previous location, and it was able to organize everything in a new way to improve the flow through the shop, but Felch still felt that the new space was miscalculated.
No matter. The company did well in the first decade of the 2000s, growing little by little, buying some new equipment, and putting some of the extra floor space to use. Years of incremental expansion helped to allay some of Felch’s fear that J & D had wasted a lot of money on space it would never use.
When the economy slowed in 2008, few had any inkling that a couple of barometers—say, the Dow Jones Industrial Average and the number of automobiles produced annually in North America—would fall by half. Felch and the rest of the management team did what J & D had done during previous downturns: They focused making a few strategic investments and seeing as many customers, and potential customers, as possible. Rather than traveling to see them, as they had on previous occasions, Felch and the rest of the team invited the customers to come to Schofield to see J & D.
In addition to showing off several new CNC benders, including a new one that bends diameters up to 6 inches OD, J & D also had a laser cutting machine and a handsome tooling inventory. All told, the company’s newest equipment in the 2009-2010 timeframe totaled about $1.25 million and the tooling investment was close to $200,000.

In addition to a machine that bends tube and pipe up to 6 in. in diameter, J & D has several CNC benders that perform both rotary draw bending and roll bending for versatility. Furthermore, one machine is equipped with a split die actuator for parts that can’t be bent with conventional tooling.
Beyond machines and tooling, which were available immediately, J & D was able to sell its customers on its potential to grow. It still had plenty of space—plenty of space—so it was in a position to take on more work and grow right along with its customers. More than a few were impressed, according to Felch. He signed up some new customers, and some existing ones decided to transfer all of their tubing work to J & D.
As manufacturing recovered from The Great Recession, new work flowed to J & D, and it wasn’t long before it filled its new building. What came next was inevitable: It added 50,000 square feet to the building, an addition that was completed in November 2019.
Embarking on the Lean Journey
It’s said that a journey of 1,000 miles begins with a single step, and anyone who has helped his company establish lean manufacturing practices can attest that, on some days, it definitely feels like a thousand-mile journey. It takes a thorough orientation to the principles of lean manufacturing; discarding the “this is the way we’ve always done it” mindset; and a willingness to find new, flexible, streamlined ways of working that don’t interfere (too much) with each other or with any processes that have yet to be transformed by lean manufacturing.
They key is employee input, of course. Nobody understands the process details, and can predict interferences and pitfalls, more thoroughly then the people who carry out the processes, day in and day out, all year long. It’s certain that a rigidly set lean manufacturing plan dictated by management is doomed to fail. Management’s role must be limited to little more than a dedication to lean manufacturing and some financing. In J & D’s case, it was a lot of financing.
“We’ve invested more in the business in the last five years than we did in the previous 45 years,” Felch said.
Lean in Operations, Rich in Inventory. A lean purist might say that, to run truly lean, a company has to run lean in everything it does. This isn’t necessarily practical. J & D has two areas in which it’s decidedly not lean. Rather than trust that just-in-time deliveries of raw material will arrive just in time to keep its machines humming—just in time for prototyping, rush orders, and the myriad other contingencies that keep manufacturing interesting—J & D maintains a substantial inventory of tube, from 1/8 to 6 in. OD.
“We have anywhere from 800,000 to 1,000,000 linear feet of tubing in our inventory at any given time,” Felch said. This means that the company has dedicated no small amount of its building volume to storing air, but this is an extension of a lesson Felch learned clear back in 1981 or so. The company was just a decade old at that time, having grown from a little moonlighting enterprise into a bona fide fabricator. It had a good reputation, some assets, and a future. Rather than just riding out that harrowing recession, Felch and the company owner, his father Dane Felch, hit the road to see some existing customers and meet with some potential customers. At the time, few purchasing agents said that fabricated tubular components were hard to find, but that good delivery times and good service among tube fabricators were about as rare as dinosaur eggs.
One lesson was clear: Build up and maintain a healthy inventory of raw material.
Second, the company maintains an extensive library of tooling for its bending machines and end formers. In some cases, one set of tooling is so close in dimensions to another that it borders on wasteful to have both, considering the entire investment—the purchase, storage, tracking, and maintenance. J & D has found that the benefits outweigh the drawbacks. In both cases it’s a matter of having exactly what the customer wants, when the customer wants it.“We carry quite a bit of material in our inventory that is dimensionally identical to other material, but made from a slightly different grade of steel,” Felch said. Rather than try to talk an engineer into substituting one grade for another, J & D takes a more direct and quicker route to winning the order by giving the customer what he wants.

J & D augments its ability to bend materials up to 6 in. with similar cutting capacity. One of its laser machines is an LVD TL2665-FL which, as the model number implies, handles materials up to 26 ft. long and up to 6.5 in. in diameter and uses fiber laser technology.
The same motivation explains its tooling inventory. Two sets of bender tooling might make bends that have no visible difference, but making a bend to the centerline radius that the customer specifies, not one that J & D specifies, helps to usher an order along from bid to acceptance to fulfillment. It also has a long-term benefit that helps the company retain customers.
"Some of our longstanding customers design parts based on the tooling that we keep in our inventory,” Felch said.
Reducing the raw material inventory and the tooling library would keep those departments running leaner, but the risk is that the company’s revenue would run much leaner too.
Lean and Clean. While J & D has been learning to run lean, many of its customers have been demanding that the company run clean, also.
“Cleanliness is a big deal, especially in hydraulics, but even in exhaust components,” said Jon Felch, vice president of operations and Tom’s son. “Hydraulic systems are more complex than ever before, and machined tolerances keep getting better, so just a tiny piece of debris can cause some damage. At the same time, some of the system pressures are so high these days that they can’t use inline filters, so the system builder needs extremely clean components.”
Of course, exhaust system components won’t stay clean for long after the engine turns over for the first time, but that’s not the motivation for cleaning exhaust parts. The folks up the value chain don’t want to deal with oily, gritty parts, so J & D takes it upon itself to deliver parts free from debris.
Its old, manual cleaning process was slow and cumbersome. To do a thorough job more quickly, the company recently spent more than a few dollars—more than a half a million dollars, that is—on a Stoelting ultrasonic cleaning system. The unit works in several stages, initially using agitation to knock off the largest accumulations of grease, chips, and anything else the tube picked up as it was fabricated. The second stage is the ultrasonic stage, which uses high-frequency pulses to remove fine residues.
“It’s like shot-peening with water,” Felch said. The last stage applies a corrosion inhibitor. The company still does some manual cleaning, but this generally applies to parts that are too long to fit into the ultrasonic tank or rush jobs. Although some J & D customers don’t specify that cleaning is necessary, J & D usually cleans every part it ships anyway.
"New investments aren’t just for existing business, but to develop new business,” Jon said. “When we provide a new service for customers who requested it, we use it as a selling point for customers who didn’t, and we use it to attract new customers.” It also is a subtle sales tool that keeps customers coming back. If an OEM can get a component from J & D made to print, on time, and clean, it doesn’t have any real incentive to award that business to another fabricator when it’s time to renew the contract.
Getting the Work Done
Among the most sweeping changes at J & D occurred in its inventory area. Under the old system, tubes were removed from storage compartments by sliding them out lengthwise, so the company used up quite a bit of floor space just to pull inventory. After breaking open a bundle, it had to rebundle and put back the remainder. Its new system is based on cantilevered racks that provide ready access, and it uses a versatile Combilift side-loading lift truck that makes quick work of retrieving material. The material goes to a staging area where the remainder stays after the bundle is opened.
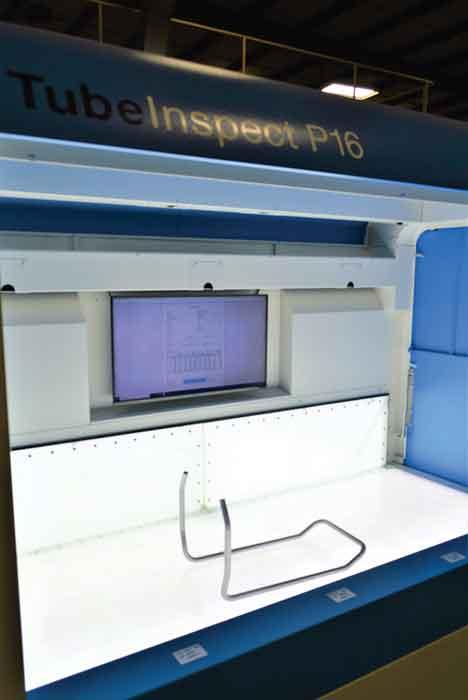
Although the Aicon inspection machine uses 16 cameras, it needs just a few seconds to combine all 16 images, create a composite, and compare that to the print.
Lean Fabricating. The company still has some of its equipment located by process—benders here, saws there—but as part of its lean initiative, it has developed quite a few workcells. For repeat orders, it’s a simple matter of getting a lot of raw material to the right workcell, where it can go from cutting to bending to end forming to packaging without traveling more than a few feet. No sense in logging 300 feet when a trip of three yards will do.
Along the way J & D has found that some multistep processes that formerly relied on many people now run faster, in less space, using half the people. The key was to reorganize the process for cooperation to achieve single-piece flow rather than compartmentalization and batch processing.
Although some of the workcells might as well be fixed—J & D had been making some parts that really haven’t changed much in 40 years—they are versatile. Any machines small enough to be mobile are outfitted with casters shortly after they are commissioned, so they can be deployed in countless arrangements to satisfy changing needs on the shop floor.
Two extremely substantial investments, a second CO2 laser and a fiber laser, both LVD models, have augmented the company’s cutting capabilities while contributing to its lean journey. Although many fabricators use lasers to cut all sorts of complex shapes and make extremely sophisticated parts,
J & D has found that, in some cases, lasers are extremely beneficial for making parts that aren’t all that unusual. Straight cuts and round holes don’t seem fancy enough for a laser, but it’s not a matter of what a laser does, but what a laser eliminates.
Burrs? None. Subsequent machining or drilling to make some holes? Eliminated. The time it takes to deburr the ends, then remove the debris? Long forgotten. The time and effort that go into loading the tubes onto a cart and transporting them through the shop? Gone. Time is money, and J & D saves a lot of money by using a laser to do some fairly simple work.
This doesn’t mean that its equipment is underutilized. Far from it. Its investments in CNC benders, bender tooling, and laser machines allow the company to make some parts that are nothing short of dazzling in complexity. Racks and stacks of bent parts in sophisticated shapes, exhibiting no discernable dimensional variations in part features or hole locations, aren’t hard to find on the shop floor.
“We’re doing good business in parts that we had to decline 10 years ago,” Felch said.
The company fortified one of its bending cells with a robot made by Universal Robots. The unit, model UR 10, meets a safety standard that eliminates the need for guarding, so it can run right next to a worker without fear of causing an injury. The unit—a collaborative robot, or cobot—has two grippers, allowing it to unload a bender with one gripper and immediately load the machine with the other gripper, so the machine’s idle time is kept to a minimum.
This doesn’t mean that the operator is overwhelmed by parts coming off of the machine. Rather, it means that the cobot and the bender have a coordinated, systematic action that doesn’t create a bottleneck. After establishing the cobot’s motions and speed and matching them to the bender’s speed, adjusting the speed of the cell to match that of the worker is a simple matter.
The setup went smoothly and before long the cell was running smoothly. It didn’t take long for the executive team to consider it to be a successful implementation.
“Jon watched the workcell run for five minutes and asked if we could invest in a second robot,” Felch said.
Lean Work Priorities. Every fabricator has tales of the old days, when priorities on the production schedule and priorities on shop floor didn’t jibe. A worker would go from one job to the next, occasionally working on an order that was supposed to ship in a week or two, overlooking a job that was supposed to go out in a day or two. Other holdups would result from various other inefficiencies—a lack of cross-training, insufficient equipment availability, and too much time spent moving batches of raw material or work-in-process (WIP) from one place to another.
J & D addressed these issues by color-coding the folders that hold the travelers. Any worker can glance at any crate or rack of WIP at any time and determine the priority immediately by the color of the folder. Perhaps the most important point is that nearly any worker can do nearly any job at any time. Although extensive cross-training means that workers no longer get occasional periods of downtime while waiting for the next order, Felch thinks that most have adjusted to working more or less nonstop all day long.
Lean Quality Control. Quality control at the shipping dock starts with quality control at the receiving dock. When a small fabricator buys small quantities from a service center, it’s likely to get material from a variety of heats of steel, perhaps from a variety of tube mills, so the tube’s forming characteristics can vary quite a bit. J & D is large enough that it prevails upon its suppliers to fulfill each order from a single heat so it doesn’t run into this problem.
Paying close attention to every fabricating stage is critical to making good parts, of course, as is a final dimensional check. For many fabricators, maintaining strict quality control from start to finish is more critical than ever before.
“Many of the OEMs don’t check parts,” Felch said. Even a cursory spot check is a thing of the past. Lean means lean, and just-in-time means just-in-time, so for many OEMs, incoming shipments of parts go straight to the assembly line. Fabricators don’t want to deal with nonconformance reports and sorting charges, so every part that leaves the fabricator’s facility has to conform to the print before it goes to the shipping dock. While check fixtures and coordinate measuring machines have their places throughout manufacturing, J & D recently opted for photogrammetry. It uses an Aicon TubeInspect P16, an enclosed booth that has an 8-ft. bed and 16 cameras. The system makes 16 high-resolution images of the part in the booth, stitches them together to make a composite, and compares it to the print. It measures diameters from 0.12 to 7.87 in. and bends from 1 to 340 degrees. The operator doesn’t have any influence on how the measurement is taken, so it provides consistent results regardless of who is using the machine, and it generates them quickly.
Bigger Than the Sum of Its Parts
The elder Felch attributes much of J & D’s success to the broad array of fabricating services it provides and inherent aversion to saying “no” to any reasonable customer request.
“Many other tube fabricators specialize in one thing—hydraulic lines, exhaust components, cab parts for heavy machines, and so on,” Felch said. Nothing wrong with specializing. J & D itself specialized when it was founded, using a single machine to provide a single part to a single customer. The downside of specializing is that it means turning down requests for other services. J & D broadened its capabilities and now fabricates nearly everything tubular in a substantial size range, so entertaining requests from customers is part of the company culture. It doesn’t necessarily do everything its customers request, but negotiating and compromising have taken the company far, according to Felch.
As J & D has expanded its capabilities, it has adapted to today’s expectations, honing its ability to make a profit on shrinking order volumes. Manufacturers from decades ago, when minimum order quantities were several hundreds or even thousands of parts, wouldn’t have believed that a fabricator could make money on an order of less than 50 parts, but this is where manufacturing stands today. At J & D, the average order volume is a whopping 28 parts. New orders also go out so fast that the order-to-ship cycle is almost beyond belief.
“In the 1970s, we’d have to discuss a new part for two weeks,” Felch said. “These days, we can get a request for bid in the morning, and in some cases, we can ship it that afternoon.” This isn’t for a part J & D has made previously; this can apply to parts the company has never seen before.
Of course, before J & D can accept any order, the OEM has to accept J & D.
“Among some of the biggest and most stringent OEMs, it can take 12 months to evaluate new supplier,” Felch said. These days, OEMs are far more thorough than they were in the 1970s or 1980s, when most cared about nothing more than a fabricator’s ability to supply parts made to print. The modern auditing process is thoroughj and includes a review of all of the fabricator’s capabilities, its ability to grow and take on new work, its shop practices and safety record, and even a look at the books to gauge the company’s financial health.
“A customer audit is more invasive than an ISO audit,” Felch said. Still, Felch recognizes that it all works to his company’s benefit. It’s a chance to exchange thoughts, discuss best practices, and get a good sense of expectations.
Audits often go even further, getting into some areas that require more judgement than measurement. No FORTUNE 500® company wants to do business with a supplier that has a shaky reputation in any area, such as business ethics, employment practices, community service, or environmental stewardship. Essentially everything about the way the business is run is fair game. In the days of the 24-hour news cycle, no large company wants its reputation besmirched by the stain of a scandal, even one that is indirect involving one of its suppliers.
How long does it take to clear all of these hurdles? Felch said that it can take up to a year, but J & D recently won some business from a giant in U.S. industry in less than half that time.
Running Lean for Whose Benefit?
An outsider might say that a company that takes on lean processes is motivated only by profit, chasing more orders and fulfilling them with fewer resources. While that’s true, that’s only part of the story. In the case of J & D Tube Benders, and possibly the majority of others that have embarked on the journey to lean, the motivation was something bigger than profit.
For many years manufacturers have been searching for more skilled labor. For many, plans to expand over the last decade or four have been hampered by insufficient numbers of skilled workers to fill all of the job vacancies. When the unemployment rate dipped below 5% in 2006, economists marveled and cringed, certain that the result would be wage growth that would stoke inflation. During most of 2018 and 2019, the national unemployment rate was even lower, less than 4%, and inflation remained subdued, so this problem has actually gotten worse, and the trend seems to be here to stay for the foreseeable future.
In the case of J & D Tube Benders, and for many others, this problem is likely to become worse still. The company is located in an area with a low cost of living, and its property is in an industrial park that has plenty of open space. Of course the local chamber of commerce would love to bring in more manufacturers to bring more jobs to the area, but who would fill any new positions? When the unemployment rate is 4%, new employers have to resort to poaching other companies’ employees. The last thing any of the incumbents in Schofield want to see is another ground-breaking ceremony.
For its part, the executive team at J & D has taking a longer view of hiring. For example, it used to have a no-rehire policy. If a worker thought the grass was greener in a different pasture and departed, he wasn’t welcome back. These days, J & D realizes that it doesn’t have the luxury of turning away an experienced worker, so it now does rehire workers. The executive staff also realized that, during a downturn, cutting the main variable cost, labor, would be foolhardy, so it has no plans to lay off anyone when the next downturn comes.
The overarching goal is to facilitate growth while increasing its on-time delivery rate and actually reduce labor a bit, if it can. In addition to running five days a week, it has been running about 25 Saturdays a year, and the executives are keen to cut the overtime and give its employees some relief, restoring as many free weekends as they can.
Running lean is the only path to growth for J & D Tube Benders and the clients it supports.
About the Author

About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Zekelman Industries to invest $120 million in Arkansas expansion

2
3D laser tube cutting system available in 3, 4, or 5 kW

3
Corrosion-inhibiting coating can be peeled off after use

4
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.

5
HGG Profiling Equipment names area sales manager
