















Consumables - Page 11
-

- From The Additive Report

South Korean 3D printer builder introduces fabWeaver ‘prototyping workstation’
New FFF-style 3D printer from Shindoh
-

- From The Fabricator
AGC’s AMOLEA AS-300 solvents offer environmentally friendly, precision cleaning
AGC has introduced AMOLEA AS-300 and AS-300AT solvents, categorized as nonhazardous air pollutants with an ozone depletion potential near zero and global warming potential of less than one.
-
- From The Additive Report

Chemicals supplier Albemarle teams with 6K to improve battery production
Companies join forces to make lithium battery production more sustainable
-
- From The Fabricator

Talkin' Shop with Metal Shop Masters: How artist Rae Ripple ended up on Netflix
Texas metal sculpture artist and welder Rae Ripple is featured in the first episode of our Talkin' Shop with Metal Shop Masters series, where we speak with contestants from the Netflix show Metal Shop Masters.
-

- From The Welder

Consumables Corner: Welding duplex stainless steels
Consumables Corner columnists Rob Koltz and Dave Meyer discuss duplex stainless steel and shed light on what to consider when welding them.
-
- From The Additive Report
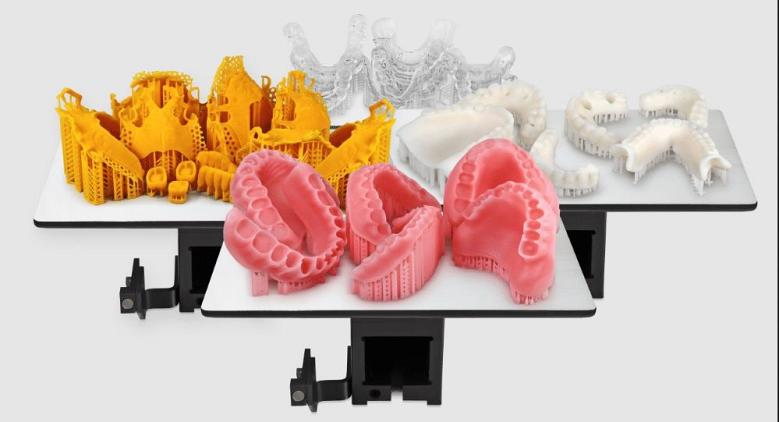
Proto3000 offers additive manufacturing products and services—and smiles
Canadian company leverages 3D printing know-how to shorten product-design cycles
-
- From The Additive Report
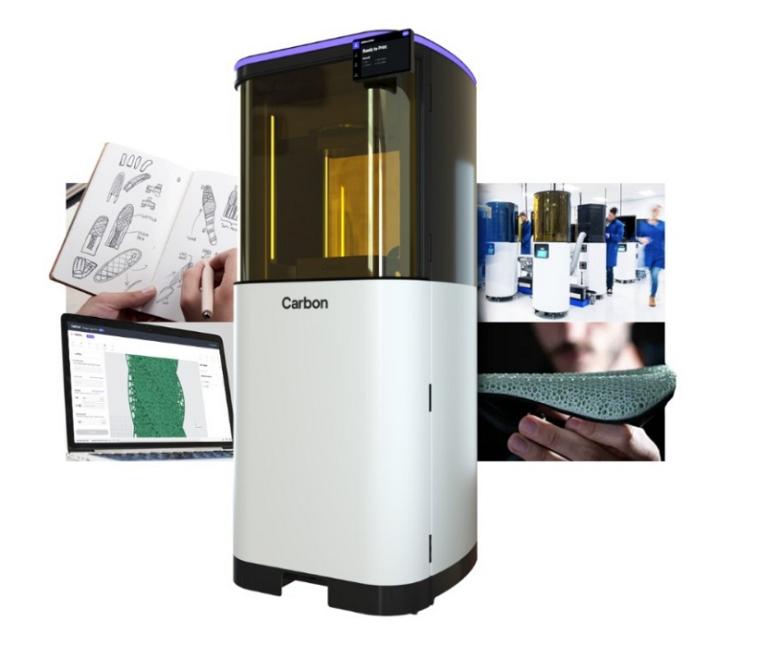
Latest Carbon 3D printer boosts throughput 2.5 times compared to last-gen machine
New printers from Carbon incorporate Digital Light Synthesis technology
-
- From The Additive Report

3D printing helps French manufacturer tighten lead times for locking fasteners
A producer of flight-ready parts for the aerospace industry, JPB Système, has found that metal binder-jet 3D printing can cut lead times up to 80%
-
- From The Welder

GA300 gas analyzer from SuperFlash is compact, portable
SuperFlash LLC has introduced the GA300 mobile, compact gas analyzer.
-
- From The Additive Report
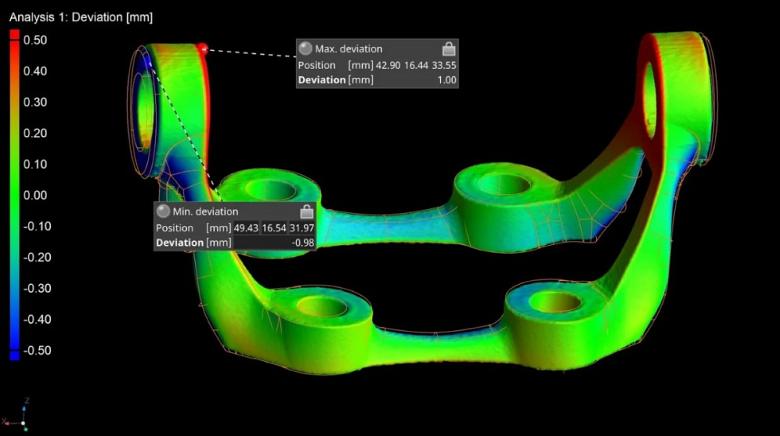
Hexagon/Volume Graphics’ latest metal 3D printing software release offers enhanced geometrical compensation
Software module compensates for sintering of 3D-printed parts
-
- From The Additive Report

Core bolsters additive manufacturing capabilities by acquiring RE3DTECH
Additive manufacturer focuses on production-volume 3D printing
-
- From The Additive Report

3D printer increases engagement between filament and extruder, minimizing under-extrusion
Overview of the new FL300M printer from FuseLab features
-
- From The Additive Report

Chicago shop offers on-demand 3D printing and more
3DPX Additive Manufacturing offers 3D printing, machining, and finishing services
-
- From The Additive Report

Used 3D printer seller/repair service provider offers everything from ‘A’ to ‘W’
Pivot AM Service adds ‘auctioneer’ to its résumé
-
- From The Additive Report
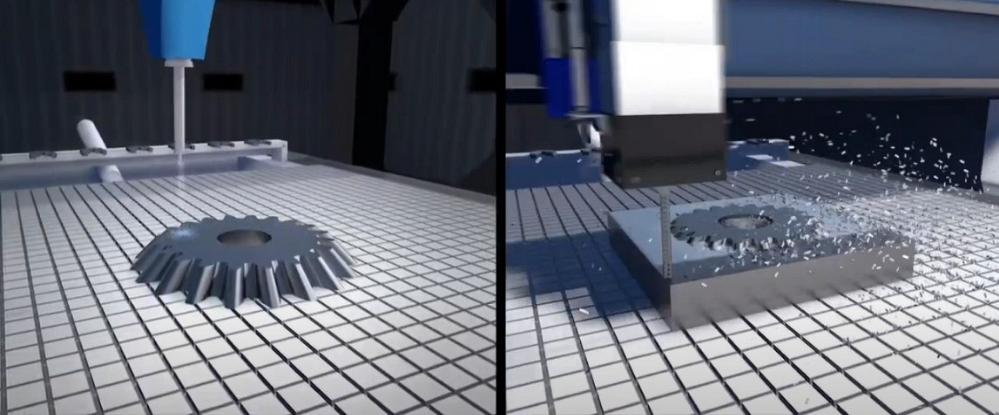
Australian 3D printing company Titomic partners with Boeing to test process for producing space components
Titomic says its additive metal-jetting kinetic-fusion process cuts waste 80% compared to subtractive manufacturing methods.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




