















Bending and Forming - Page 30
-

- From The Fabricator

Still Building America: Vvolfy Metalworks and the circus, Part I
Tim Omspach and Mitch Kraemer started Vvolfy Metalworks to fabricate and weld custom equipment for the circus industry while operating out of Denver and Detroit.
-
- From The Fabricator

Ode to the stamping die
No other tool, when built for mass production, can reliably and repeatedly form parts in long runs and large volumes like stamping dies. Its permanence, durability, and ability to perform repeatedly are its hallmarks.
-
- From The Fabricator
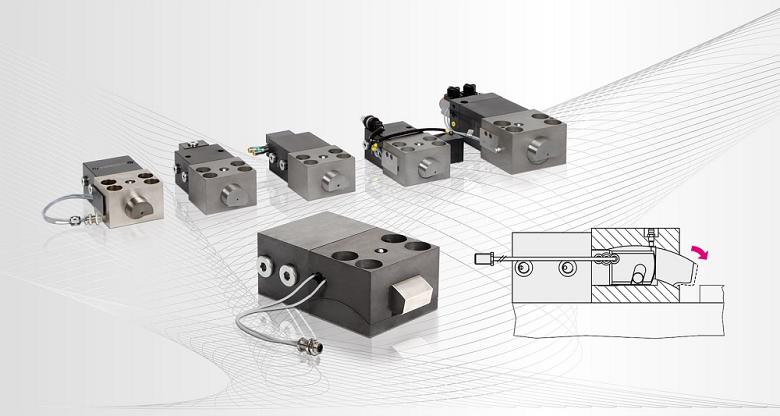
Arch clamp from Roemheld designed for use on metal forming presses
Roemheld had introduced a new arch clamp for use on presses and forges.
-
- From The Fabricator

Vision die system protects tools, prevents damage on stamping press
Schuler Group has developed a visual die protection system designed to detect possible causes of tool damage at an early stage, enabling operators to stop the press before damage and failures occur.
-
- From The Fabricator

Rivian R1T named 2022 MotorTrend Truck of the Year
In selecting upstart electric vehicle OEM Rivian’s R1T as its 2022 Truck of the Year, MotorTrend described the vehicle as "the most remarkable pickup truck we've ever driven," adding that it “redefines the genre.” According to the publication, the designation recognizes the R1T both for being...
-
- From The Fabricator
CGI Automated Mfg. acquires PMF
CGI Automated Mfg., a portfolio company of Chicago-based private equity firm Core Industrial Partners, has acquired Precision Metal Fab and Precision Tool & Die (collectively PMF), Ponca City, Okla.
-
- From The Fabricator

When there is no choice but to bend sharp on the press brake
If press brake operators bend sharp, they should be prepared for metal parts with greater variations from bend to bend and flange to flange.
-
- From The Fabricator

Bringing metal cutting and folding in-house to grow a small business
SW Roofing of DeKalb, Ill., boosted its metal cutting and bending capabilities with a new CNC shear and folding machine to take the next step in growing its small business.
-
- From The Fabricator
Lubricant reduction through precision dosing in metal forming production
Direct lubricant applications saves lubricant consumption, costs. Precision dosing units meet the requirements for modern and efficient lubrication of stamped components and eliminate oil waste.
-
- From The Fabricator

Integrating automotive traceability into stamping with laser marking
To meet automotive OEM traceability requirements, metal stampers need to identify parts at the very beginning of production. Laser marking creates complete traceability by linking the part to the stamping press and the raw material used in manufacturing.
-
- From The Fabricator

Why veteran press brake operators are invaluable to a metal fab shop
Speaking with veteran press brake operators at shops like ATECH-SEH in Buffalo, N.Y., reveal why they are such valuable contributors to a metal fabricating company’s success.
-
- From The Fabricator

5 questions for metal stampers to guide ERP in 2022
Having the right data, collection system, and context can take a stamping manufacturing business to another level of visibility, productivity, and profitability.
-
- From The Fabricator

Master Fluid Solutions announces promotions
Master Fluid Solutions, Perrysburg, Ohio, has promoted David Barned and Erica Denton to new roles
-
- From The Fabricator

Faccin Group names head of sales Americas
Italy-based Faccin Group, a manufacturer of metal bending machines, has appointed Andrea Comparin as head of sales Americas.
-
- From The Fabricator
MC Machinery Systems announces Demmler Machinery’s expanded territory
MC Machinery Systems has added 12 states to Demmler Machinery's distribution territory.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




