















Bending and Forming - Page 34
-

- From The Fabricator
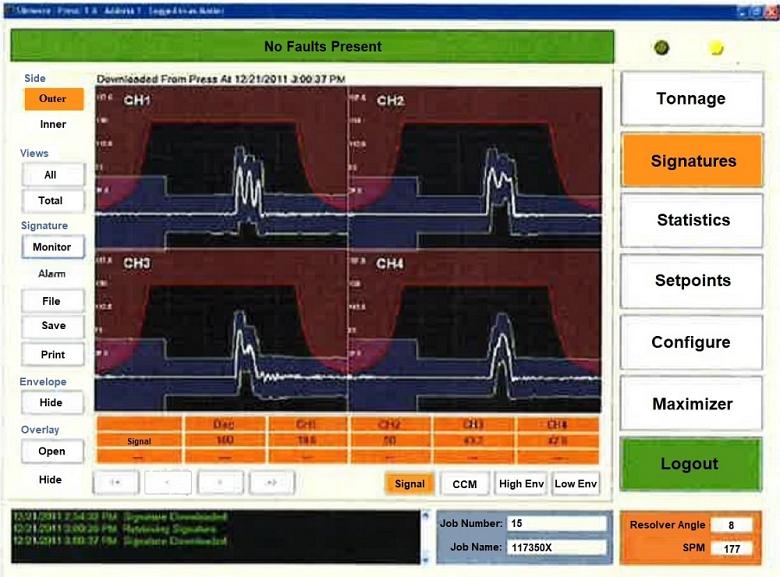
Toledo Integrate Systems’ ZTSLM-4 tonnage monitor features signature analysis, enveloping, and CCM
Toledo Integrated Systems offers the ZTSLM-4 tonnage monitor.
-
- From The Fabricator
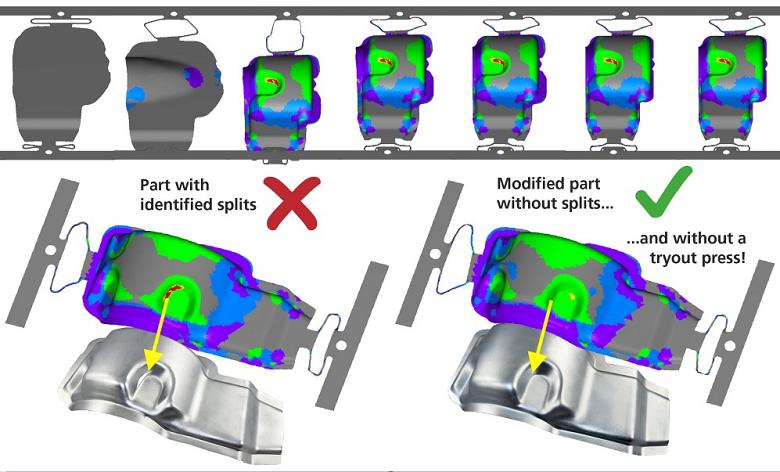
Accurate Die Design’s Logopress ProgSim progressive die forming simulation software runs inside SOLIDWORKS
Accurate Die Design Software Inc./Logopress has introduced a new product that runs inside of SOLIDWORKS and Logopress DieDesign software.
-
- From The Fabricator
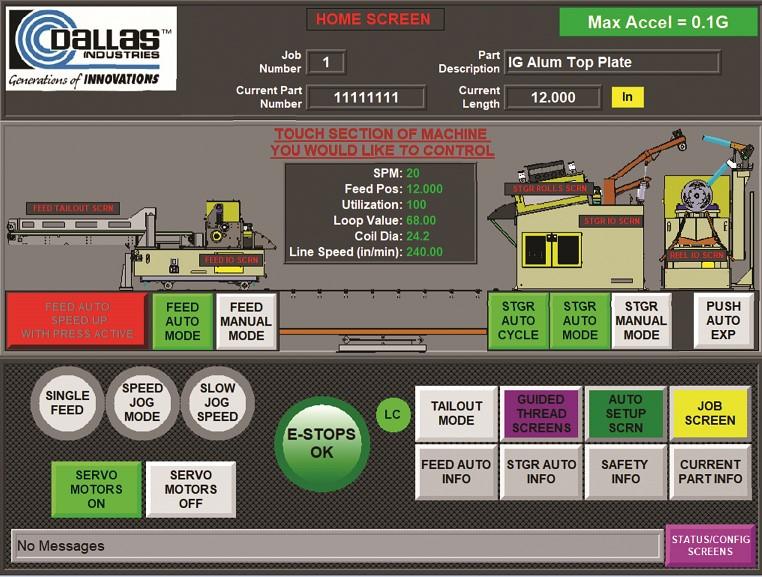
Graphical display from Dallas Industries provides HMI touch and diagnostic screen for feed line process
Dallas Industries offers its new, interactive, advanced graphical display control for press feed lines.
-
- From The Fabricator

FABTECH 2021 a showplace for pandemic’s lasting effects on manufacturing
COVID-19 showed its impact on FABTECH 2021 in multiple ways: fewer attendees and exhibitors. But its long-lasting effects may be more deeply visible in the way manufacturers and metal stampers have learned to conduct operations and customer/vendor relationships remotely and automatically.
-
- From The Fabricator

BrightDrop builds first electric light commercial vehicle
BrightDrop has completed the first production builds of its EV600, a key milestone to deliver its first electric light commercial vehicle (eLCV) to FedEx in time for the holiday season.
-
- From The Fabricator

Coe ships servo feed to Four Star Tooling
Coe Press Equipment, Sterling Heights, Mich., has shipped and installed an 18-in. Series 2 servo feed to Four Star Tooling and Engineering.
-
- From The Fabricator

Why metal fabricators should share their manufacturing success stories
If metal fabricators want an intelligent and engaged workforce, they need to promote the industry to the manufacturing world.
-
- From The Fabricator
European automakers looking to source rare earths for EV motors from Australia
Bloomberg has reported that European automakers are looking to Arafura Resources Ltd., an Australia-based miner, as a source for rare-earth elements that help power electric vehicles.
-
- From The Fabricator
Wemo names MetalReady Machinery as distributor
Wemo, a Netherlands-based builder of fully automated production lines for punching, bending, and joining sheet metal and coil material, has announced a partnership with MetalReady Machinery.
-
- From The Fabricator

Ford to invest $11.4 billion in megasites in Tennessee, Kentucky to support electric vehicles
Ford Motor Co., with its partner SK Innovation, has announced plans to open two new massive campuses that will produce the next generation of electric F-Series trucks and the batteries for future EVs.
-
- From The Fabricator

AutoForm Forming R10 software includes several new enhancements
AutoForm Engineering GmbH has unveiled AutoForm Forming R10 software for designing forming processes.
-
- From The Fabricator
Simpac America receives order for one of the country’s largest fully automated press systems
Simpac America, Troy, Mich., has received a purchase order from diversified global automotive supplier Martinrea Intl. Inc. to deliver one of the largest press systems to be used by a Tier 1 supplier in the U.S.
-
- From The Fabricator

AEM increases precision bending capacity
American Engineering & Metalworking has installed another TRUMPF 5320 press brake at its North Canton, Ohio, facility.
-
- From The Fabricator
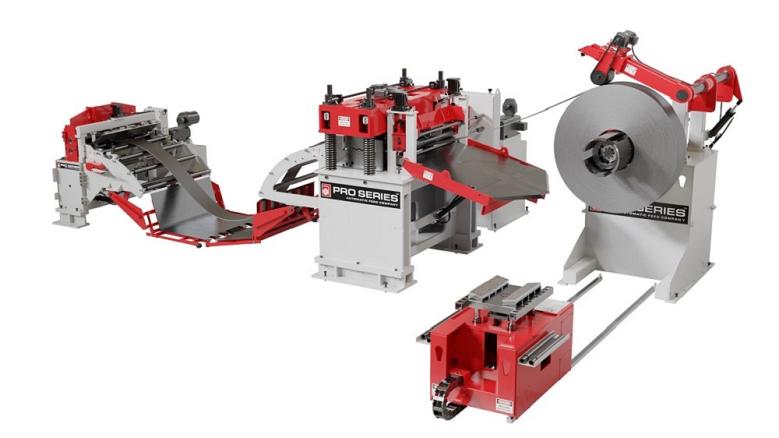
Automatic Feed’s Pro series coil feed lines address needs of tier suppliers
Automatic Feed Co. has developed the new Pro series coil processing lines.
-
- From The Fabricator
Kaast Machine Tools adds hybrid, servo press brakes to product line
Kaast has added a selection of hybrid and servo brakes to its CNC press brake lineup, in lengths from 3 to 20 ft. and 40 to 2,000 tons.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Zekelman Industries to invest $120 million in Arkansas expansion
