
















The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.

North American structural and mechanical tube producer Regiopytsa has selected Thermatool to provide another welding machine and cutoff for its new mill project.
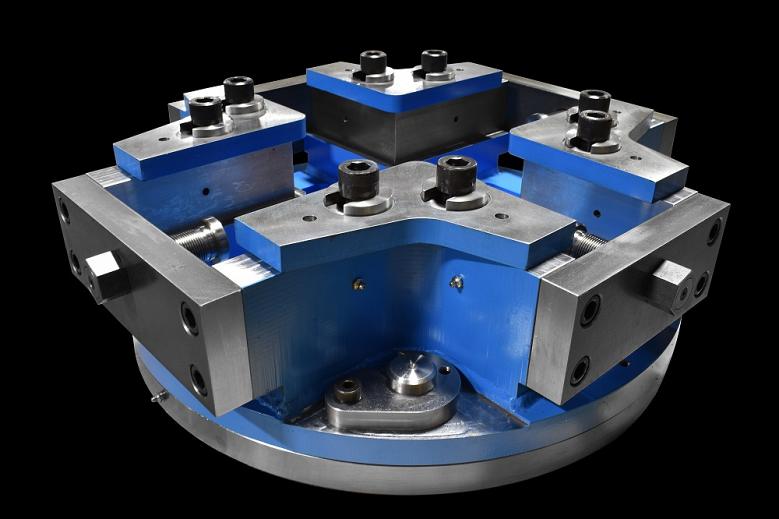
T&H Lemont Inc. has designed, built, and shipped a heavy-duty Turk’s head faceplate, an upgrade with quick-change features for one of the company’s WU40 mills.
Merfish United, a master distributor of tube and pipe products, has changed its name to United Pipe & Steel Corp.
During these days of climbing inflation, tube producers are looking at all aspects of the production process to possibly save costs. One area that deserves a closer look is the use of high-frequency welding.
Maverick Pipe, a producer of conduits, fittings, tubing, and accessories, will establish a manufacturing facility in New Boston, Texas.
Portugal-based MSS Steel Tubes, a producer of cold-rolled steel tubing, has announced plans to build a $6 million manufacturing facility in Memphis, Tenn.
Tube producer Plymouth Tube Co., Warrenville, Ill., has announced the retirement of family shareholder Alan Van Pelt and the addition of three new directors to its board.
Bri-Steel Mfg. (Integris International Inc.), Edmonton, Alta., a manufacturer of large-diameter seamless steel pipe, is building its second North American thermal pipe expansion mill in Enid, Okla.
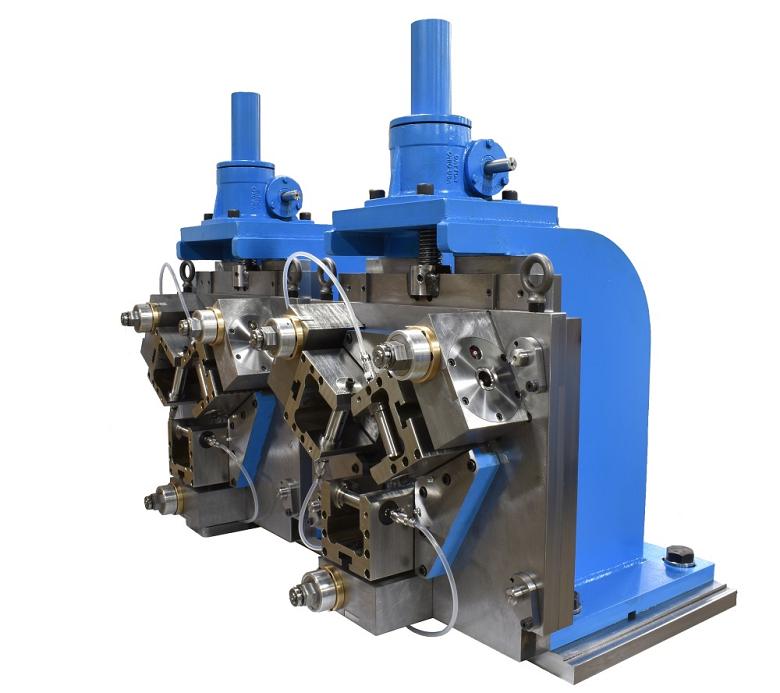
T&H Lemont has shipped two identical, heavy-duty, three-roll weldboxes to a mechanical tubing manufacturer.

It didn’t take long for Xiris Automation’s WI-2200 laser-based welding inspection system to make believers of even the veterans at Tata Steel’s Tubes Netherlands division.
Franklin, Ky.-based Virtus Precision Tube, a manufacturer of tubing for HVAC markets, has rebranded to Cyprum Metals.

Thermatool recently installed three HAZControl Technology (HCT) high-frequency, solid-state welding machines at a global steel and tubing producer’s locations in Canada, the U.S., and Mexico.

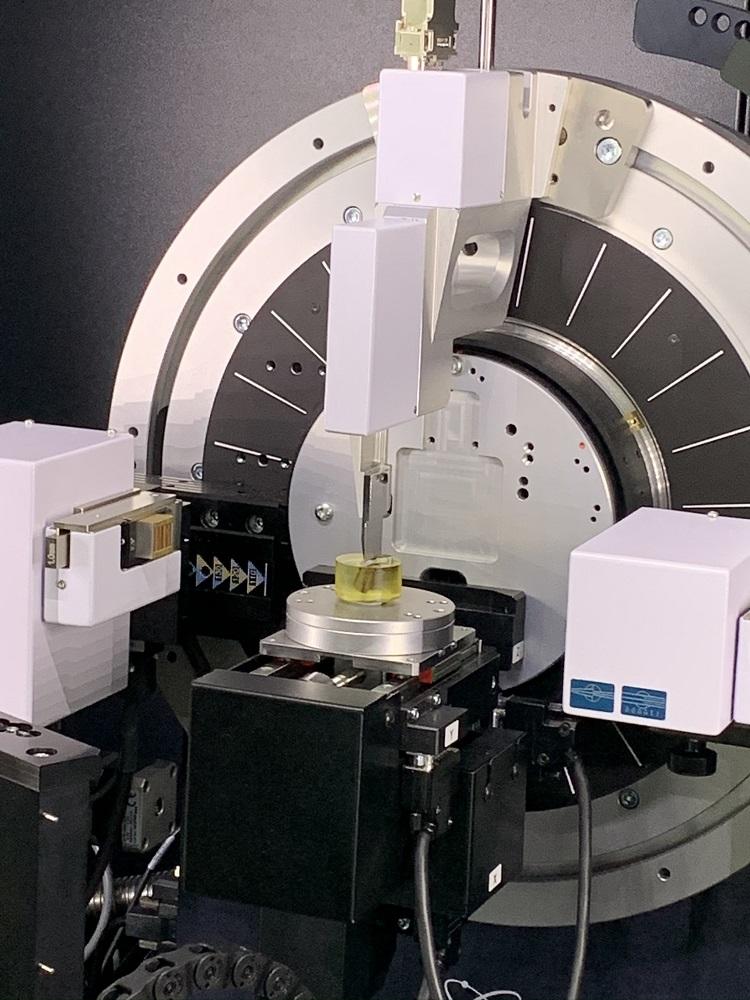
Magnetic Analysis Corp.’s Echomac robotic phased-array ultrasonic NDT system detects weld zone defects in ERW tube caused by scarfing or welding processes.
Kent Corp. has announced an exclusive North American sales and service agreement with Termomacchine,
Are ERW bond lines defects? As it turns out, even though they look like defects, bond lines in several experiments proved only to coincide with imperfections.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.




