















Laser Cutting - Page 6
-

- From The Fabricator

Photon Automation expands operations with laser applications lab in Michigan
Greenfield, Ind.-based Photon Automation Inc., a provider of automated laser technology, has opened a laser applications laboratory in Farmington Hills, Mich.
-
- From The Fabricator

Vulkan Machine Technology named as distributor for MC Machinery/Mitsubishi Laser
Vulkan Machine Technology has joined the MC Machinery/Mitsubishi Laser distribution network for lasers, laser automation, press brakes, and shears.
-
- From The Fabricator

MC Machinery Systems announces changes to marketing team
MC Machinery Systems has promoted Mary Maguire to marketing manager and hired Christian Nebedum as marketing coordinator.
-
- From The Fabricator

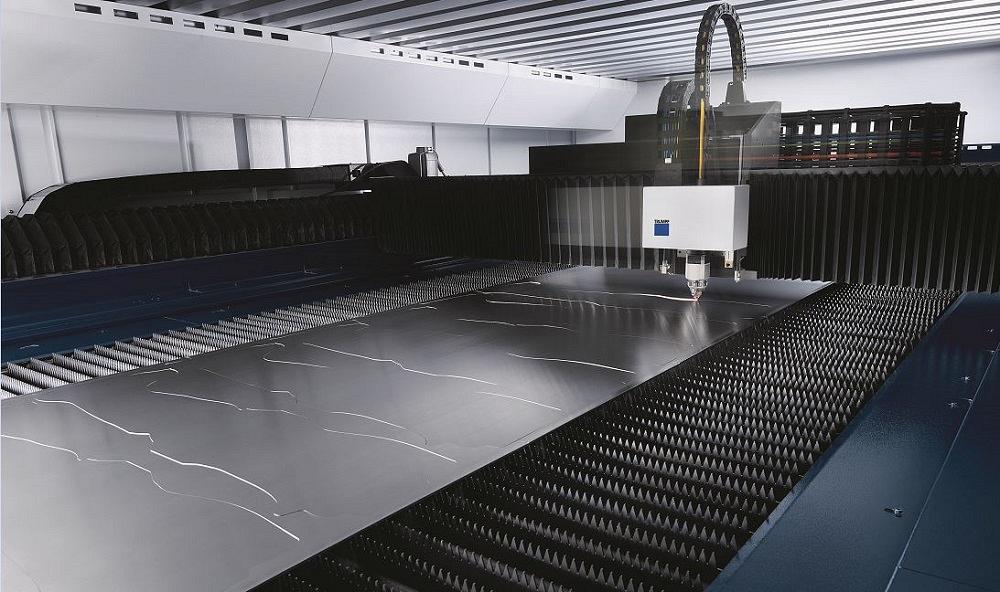
Beveling edges on metal plate, sheet metal with a laser cutting machine
Single-step laser cutting and beveling eliminates the need for subsequent processes such as drilling and edge cleaning.
-
- From The Fabricator

HK’s H series tube lasers deliver straight-down cutting, beveling
HK Laser & Systems offers H series laser tube cutting systems, from regular tube cutting systems with full bundle loading to systems for cutting structural steels such as I beam, angle, and channel.
-
- From The Fabricator

DNE names SteelPoint Machine Tool as distributor
Global fabricating machine tool provider DNE Laser, a member of Bystronic, and SteelPoint Machine Tool, a member of On Point Holdings, have partnered to bring a new product line of DNE metal fabrication equipment to the U.S. and Canada.
-
- From The Fabricator
How sheet metal fabrication shops can unleash laser cutting profits
Quoting based on laser cutting time alone can bring in the manufacturing orders—but they also could be money-losing jobs, especially when margins are thin for sheet metal fabricators.
-
- From The Fabricator
NGB Technologies adds Mazak laser cutting system
NBG Technologies Inc., a provider of precision sheet metal fabrication and laser cutting based in Royse City, Texas, has added an Optiplex Nexus 3015 Fiber S7 2D laser cutting machine from Mazak Optonics Corp. to increase its capacity.
-
- From The Fabricator

Manitowoc Tool orders Bystronic 12-kW fiber optic laser
Manitowoc Tool and Manufacturing LLC, a custom metal fabricating and stamping company in Manitowoc, Wis., has released an order for a new Bystronic 12-kW fiber optic laser machine.
Sponsored Content
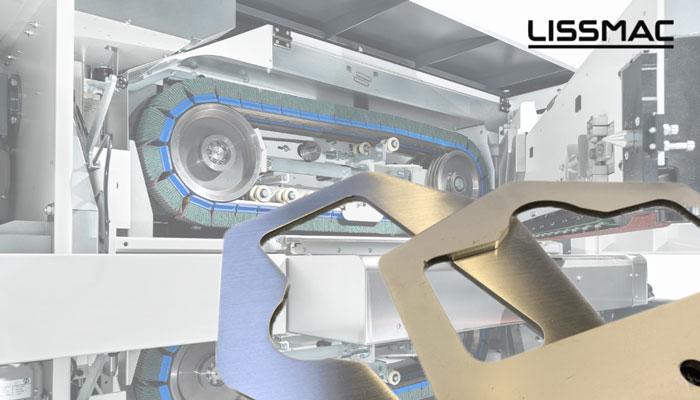
LISSMAC’s world of deburring edge rounding and finishing
Lissmac's fiber laser cutting machine SBM-L 1500 G1S is helping customers eliminate production bottlenecks and yield high-quality deburring and edge rounding.
-
- From The Fabricator

Signs of a growing business model: Hex Head Art takes wall art to the next level
Hex Head Art’s 3D wall art, which includes licensed sports team logos, has proven so popular that it needed a new laser cutting machine to keep up with the work.
-
- From The Fabricator

Tecoi LS Mega laser processes plate of nearly any length
Tecoi North America has introduced its new LS Mega laser cutting machine, which offers nearly unlimited working length cutting capabilities.
-
- From The Fabricator

ERP/MES/CRM software system helps shop stay laser-focused on growth
Situation Lebanon, Pa.-based Laserfab’s core competencies are sheet metal laser cutting and CNC bending. According to Dain Zimmerman, director of business development, the company falls mid-way in the supply chain, serving OEMS, Tier 1 suppliers, and other fabricators with laser-cut and bent...
Sponsored Content
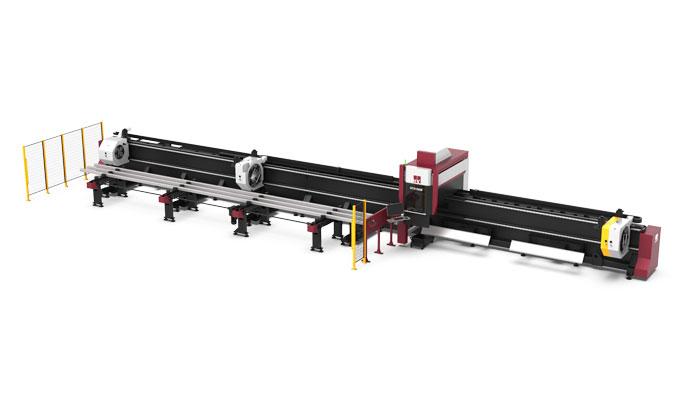
New fiber laser tube cutting system at HK Laser & Systems
HK Laser & Systems has a new line of Fiber Tube Cutting Systems which serve the tube-cutting industry, including the heavy-duty structural industry.
-
- From The Fabricator

Laser Research Optics’ sapphire laser debris shields protect fiber laser optical components
Laser Research Optics offers sapphire laser debris shields to prevent fiber lasers’ optical components from damage caused by slag and splatter.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Zekelman Industries to invest $120 million in Arkansas expansion
