















Bending and Forming - Page 6
-

- From The Fabricator

Biegemaster XBend folder from Bradbury bends in two directions without manual turning
Bradbury offers the Biegemaster XBend folding machine, which performs automatic bending of material in two directions without requiring manual turning by an operator.
-
- From The Fabricator

How the press brake setup person’s role has evolved in the fabrication shop
The most experienced person in the bending department used to be the press brake setup expert. Today, all operators have that role.

Understanding the emergency stop on a manufacturing shop's tube bender
A metal fabrication shop knowing how to respond to a tube bender in the emergency stop state means first knowing the circuits, voltage, and relays in the machine.
-
- From The Fabricator

Metal fabricator finds flexibility in its bending department with cobots
Wisconsin-based metal forming and fabrication company Kapco finds success with two collaborative robots in front of two 40-ton press brakes.
-
- From The Fabricator

Prevent edge cracking in sheet metal bending
Why do metal fabricators get edge cracking near a bend on metal parts? Hardness variation from a cut’s heat-affected zone might be to blame.
-
- From The Fabricator
Wila USA to relocate North American headquarters to Kentucky
Wila USA has announced plans to move its North American headquarters and establish manufacturing operations in Jefferson County, Ky.
-
- From The Fabricator

In manufacturing’s changing times, management style matters
Success and safety in tomorrow’s manufacturing plants will be decided by how well we prepare employees to master technology and respond to both good and bad analytical results.
-
- From The Fabricator
Wilson Tool names next CEO
Wilson Tool International, White Bear Lake, Minn., an independent manufacturer of tooling systems for punch presses and press brakes, has named Paul Johnson as its next CEO.
-
- From The Fabricator
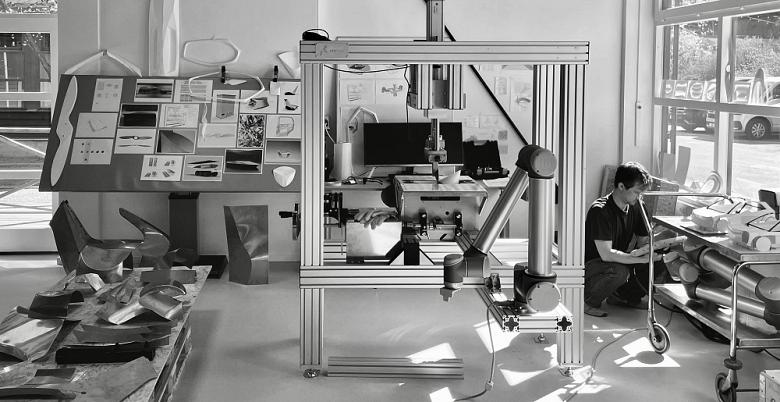
Georgia Tech partners with Stilfold on origami engineering program
Georgia Tech’s School of Civil and Environmental Engineering has partnered with Stockholm-based startup Stilfold to teach students new approaches to sustainable manufacturing inspired by the Japanese art of origami.
-
- From The Fabricator
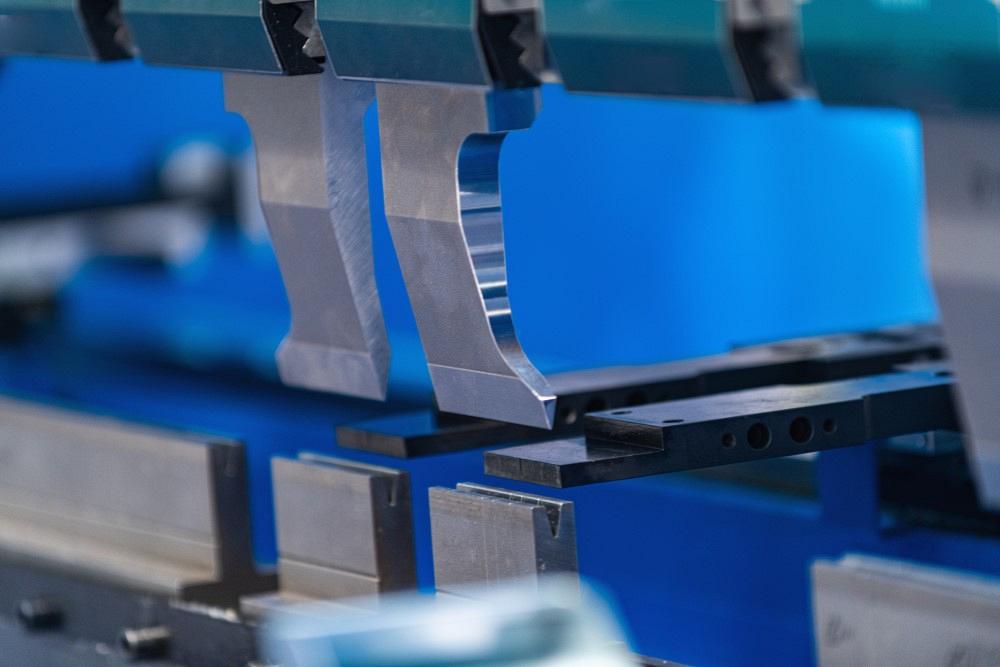
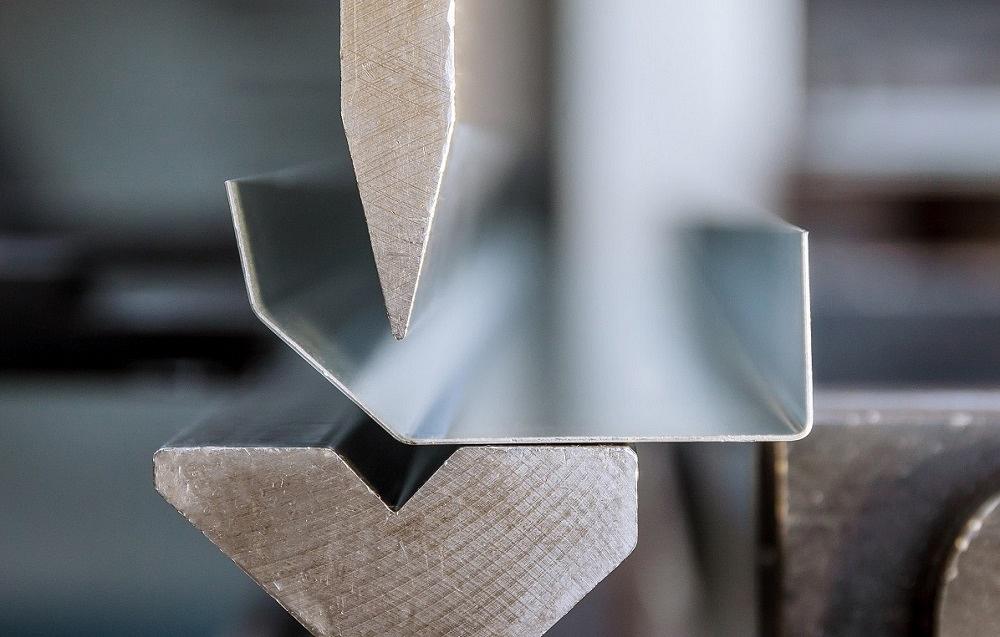
Boosting bottom-bending accuracy on the press brake with these tips
When bottom bending on a press brake, the punch tip determines the radius and the die angle determines your bend angle. Sounds simple, yet the variables still abound for metal fabrication shops.
-
- From The Fabricator
Jireh Metal Products expanding in Michigan
Jireh Metal Products, a minority-owned provider of metal fabrication and stamping services, is expanding in Walker, Mich.
-
- From The Fabricator
Big Rapids Products plans $4.5 million expansion of Kentucky facility
Big Rapids Products plans to extend the footprint of its Flint Drive facility in Mt. Sterling, Ky., with a $4.5 million expansion that will create 44 full-time jobs.
-
- From The Fabricator

Stilfold patents “industrial origami” manufacturing technology
Swedish design and technology company Stilfold, the parent company of electromobility startup Stilride, has been granted its first patent right for its “industrial origami” manufacturing technology.
-
- From The Fabricator
The virtues of bend simulation for press brakes and helping a shop's downstream
If bending is a mess in a sheet metal fabrication shop, so is virtually everything else. That’s why simulating bending jobs before they reach the press brake and the rest of the shop floor makes so much sense.
-
- From The Fabricator

LVD’s D-Cell delivers automated robotic bending in compact space
LVD has introduced the D-Cell robotic bending cell. The system combines a 50-ton hydraulic press brake with programming software and a KUKA industrial robot.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

Patrick Brunken, VP of Addison Machine Engineering, joins The Fabricator Podcast to talk about the tube and pipe...




