
















The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.
Lock Joint Tube, a manufacturer of mechanical-grade steel tubing based in South Bend, Ind., with locations in Ohio, Texas, and Tennessee, has announced plans to expand its presence in Texas.
National Tube Supply, a supplier of standard and customized bar and tubular products, has hired Jim Conley as purchasing manager.
Messe Düsseldorf is postponing wire (International Wire and Cable Trade Fair) and Tube (International Tube and Pipe Trade Fair) to June 20-24, 2022, at the fairgrounds in Düsseldorf, Germany.

Tubos Colmena, a manufacturer of structural and mechanical tube and pipe products in Colombia, has invested in two Thermatool solid-state, high-frequency (HF) welders.
Gregory Industries, a Canton, Ohio-based provider of galvanizing and roll form steel manufacturing, has announced plans to build a 325,000-sq.-ft. plant in Athens, Ala., for the production of steel tubing, metal framing, strut channels, and highway guardrail and barrier systems. The $30 million...
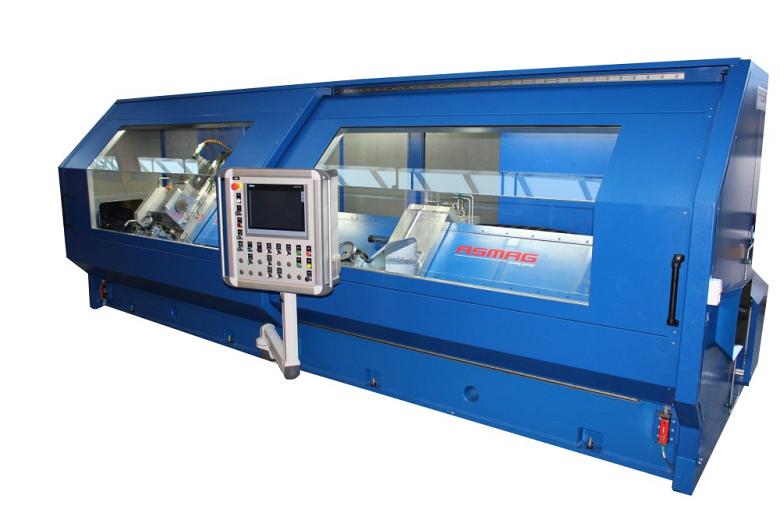
Tube and pipe mill builder ASMAG Group used a linear drive for a flying cutoff system and doubled its acceleration. This increased the time available for cutting, allowing shorter cut lengths while improving cut quality and saw blade service life.
During Tube 2022, International Tube and Pipe Trade Fair, visitors will be offered free daily guided “ecoMetals-trails” tours to exhibitors that focus on sustainability, energy efficiency, and resource conservation.
National Tube Supply, a supplier of standard and customized bar and tubular products with headquarters in University Park, Ill., has appointed Tom Roehrig as Southeast territory manager.

The skilled worker shortage is nothing new, but the pandemic made the situation much worse than before. Tube and pipe fabricators are seeking ways to produce more with less reliance on workers.
Tube, the trade fair for tubes and the tube processing industry, will be held May 9-13, 2022, in Düsseldorf.
Everyone in every processing industry wants maximum uptime and maximum yield, but when raw materials are expensive and scarce, these concerns are especially acute. Editor Eric Lundin interviewed several tube and pipe industry veterans about mills, tooling, and procedures that can help get the most out of a mill.

Thermatool’s Compact HF Welder provides a compact package for high-frequency welding.

Tube and pipe producers often rely on an end-of-process inspection, but a flaw detection process carried out on the mill can detect a process problem immediately, helping to minimize scrap.
New dates for the 14th and 13th editions of wire and Tube Southeast Asia have been announced.

Maximum profit hinges on maximum uptime and maximum yield, but when raw materials are expensive and scarce, these concerns are especially acute. Editor Eric Lundin interviewed several industry veterans about mills, tooling, and procedures that can help get the most out of a tube- or pipemaking operation.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.




