















A survey of presses for hydroforming tubes, extrusions
Presses, accessories offer options for hydroformers
 |
The first parts hydroformed in Germany for the automotive industry were manifold components. The process provided both cost savings and manifolds with good gas flow characteristics. Other applications of IHP hydroforming are engine cradles and frames for lightweight trucks. Advantages include reducing the number of parts, weight, and cost of finished assemblies.
More recent applications include roof rails and other exterior parts for automobiles—parts that have surface class A requirements. For IHP hydroforming, special dies and special presses are required.
Press Requirements and Design for Tube Hydroforming
A chief challenge with IHP hydroforming is designing presses that achieve the high ram force needed for the process. For conventional deep drawing, the ram force has to be applied over the entire forming stroke. In IHP hydroforming, the force is needed only for clamping the die during the forming process. The stroke of the hydraulic cylinders during forming is necessary only for compensating for press frame elongation caused by the clamping force. The maximum amount of ram force is equal to the product of the maximum internal pressure and the projection of the part onto the press table.
Because IHP hydroforming presses normally produce much higher forces than conventional sheet metal stamping presses (hydroforming forces can be up to 100 meganewtons), they must be designed to achieve these high forces and have several other capabilities, features, and considerations, such as:
- Long closing stroke with small forces
- Large press table for structural parts
- High clamping force with small stroke
- High table, ram, and frame stiffness
- Short cycle time
- Ability to treat and manage hydraulic media
- Ability to accommodate several dies
- Favorable press and equipment investment
- Application of an axial cylinder
Presses, Clamping Devices for Tube and Extrusion Hydroforming
Many press designs and types are available for a spectrum of manufacturing applications.
 |
| Figure 1 Two-column frame (left) and three-column frame (right) hydroforming presses allow accessibility to the machine and flexibility for plant layout. Sources: (Left) Siempelkamp Pressen Systeme GmbH & Co. and (right) S. Dunkes GmbH. |
Single-acting Hydraulic Presses. In principle, it is possible to use a conventional hydraulic press for IHP hydroforming tubes and extrusions as long as the press has the needed capacity. To build up the internal pressure up to 5,000 bar in the tube, a special pressure amplifier, special liquids, and special controls are needed. While a programmable logic controller normally is sufficient for press movement, controls of the die axes for IHP hydroforming of tubes and extrusions need to be included in the press control.
Single-acting hydraulic presses can be designed for both tube and extrusion IHP hydroforming and conventional sheet metal forming. These presses were designed for IHP hydroforming of exhaust manifolds. Ram cylinders on top of the press open and close the die as well as clamp the die during IHP hydroforming.
Single-acting hydraulic presses can be designed as two-, three-, or four-column presses (see Figure 1). Presses designed in this manner provide accessibility and flexibility for different products and can be adapted easily to an existing hydroforming plant or press shop layout (see Figure 2).
Tandem Hydraulic Presses.
Another option for IHP hydroforming is a tandem hydraulic press. While one ram is up for loading the workpiece, the other ram is clamping the die. This concept makes it possible to run two dies in one press or to do preforming and hydroforming operations in one press. Furthermore, it is possible to couple both rams to work in a double mode to run larger dies with higher clamping forces (see Figure 3). |
Long Closing Stroke and Short Clamping Stroke. To develop a new, cost-optimized press for IHP hydroforming of tubes and extrusions, the Institute for Metal Forming Technology (Institut für Umformtechnik, or IFU) of the University of Stuttgart initiated a research cooperative with several industrial partners: Schuler Hydrap GmbH & Co. KG (Pluederhausen, Germany); Mueller Weingarten AG (Weingarten, Germany); Siempelkamp Pressen Systeme GmbH & Co., or SPS (Krefeld, Germany); and Bosch Rexroth (Lohr am Main, Germany). This partnership developed a press with a long closing stroke and a short clamping stroke.
For hydroforming tubes and extrusions, a single-acting press can be used. The maximum ram force, or clamping force, has to be provided during a very short stroke needed for compensating for press frame elongation caused by the clamping force. The long stroke is needed only for opening and closing the die (for loading and unloading the workpiece), and therefore needs to develop an amount of force equivalent to the weight of the ram and the upper die. Therefore, it is possible to separate the process into two actions—an opening and closing stroke for loading and unloading the workpiece and a clamping stroke that keeps the die closed and to which the clamping force is applied.1
The closing stroke occurs by a differential hydraulic cylinder. This type of cylinder typically has a long stroke that can be used to open and close the die. But this cylinder can be designed with a small nominal force only for moving the ram with the upper die vertically. Furthermore, it can be designed so that a preforming operation is possible with the closing operation.
After the die closes, spacers (steel blocks) are pulled between the ram and the press frames. Two short-stroke plunger cylinders, which are integrated in a solid, stiff press table plate, control the clamping stroke. They apply the clamping force during the hydroforming process. Because the plunger cylinder stroke has to compensate only for the elastic elongation of the press frame and the gap, which is required to move the spacers in and out, the stroke can be relatively small. For the 35,000-kilonewton (kN) IHP hydroforming press at the IFU, plunger cylinders with a stroke of 50 millimeters were chosen.2
 |
| Figure 4 This schematic diagram depicts the major components of the 35,000-kN clamping device installed at the IFU. |
Figure 4 shows a schematic diagram of the process, which starts automatically when the die is closed. The 35,000-kN IHP hydroforming press installed at the IFU is shown in Figure 5.
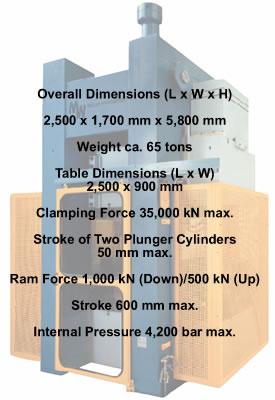 |
| Figure 5 This 35,000-kN IHP hydroforming press, which was installed at the IFU at the University of Stuttgart, is a result of a partnership among the IFU, Schuler Hydrap, Mueller Weingarten, Siempelkamp Pressen Systeme, and Bosch Rexroth. |
This press is characterized by three component groups: frame, ram, and table. The frame group consists of two solid frame plates, which are fixed horizontally by tie rods and distance plates. Weldments generally were avoided. The frame plate geometry was calculated with the finite element method (FEM) program ANSYS, which determined an optimal geometry for minimizing the resulting stresses.
The ram, on which spacers are positioned, is the essential part of the ram assembly. The spacers are moved by small, double-acting hydraulic cylinders.
The table group includes a cylinder plate positioned on the frame plates and connected to the frame plate. It has two short-stroke, 600-bar cylinders, which provide a clamping stroke of 50 mm and a clamping force of 35,000 kN.
Based on this press concept, Schuler Hydrap developed a new press for tube hydroforming (see Figure 6). This design includes welded press uprights, a welded press bed, and a welded press crown.
Both the IFU and the Schuler concepts use short-stroke cylinders in the press table, long-stroke cylinders for loading and unloading the die, and spacers between the ram and the frames. This design results in shorter cycle time because the hydraulic volume that has to be compressed is minimized compared to conventional hydraulic presses with a much greater hydraulic volume (see Figure 7).3
 |
| Figure 6 A cutaway diagram shows a Schuler press that was developed with some of the same parameters as the IFU press shown in Figure 5. Source: Schuler SMG GmbH & Co. KG. |
A modular concept has been developed by the IFU for large presses with multiple frames (see Figure 8). These presses can have one or more rams so, if necessary, the rams can be coupled for hydroforming large or long components such as structural parts.
Another press design uses only short-stroke cylinders in the press table but has no cylinders to open and close the die. This is done in separate stages. This concept achieves shorter cycle times because die opening and closing are done in one or two separate presses next to the forming press.
Mechanical Bayonet Locking. Another press model, one with mechanical bayonet locking, was developed and designed by Anton Bauer GmbH & Co. KG (Dillingen, Germany). This design also is based on separate operations for opening and closing the die for loading and unloading the workpiece and clamping the die for hydroforming. In comparison to the IFU and Schuler designs, which use steel blocks or steel bars between the ram and the frames when hydroforming, mechanical locking on the Anton Bauer press is achieved with a turnable bayonet system (see Figure 9).
C-frame Presses. A completely different system is a C-frame hydroforming press with accessibility of 270 degrees (see Figure 10), so it can accommodate long structural parts. For press loading and unloading, the table can be pulled out of the press. For the actual hydroforming, the table with the lower die is brought into the press and clamped with the upper die.
 |
| Figure 7 A 50,000-kN short-stroke hydraulic press completes a stroke in 9.6 seconds, which is 20 percent faster than a comparable conventional press. It also reaches maximum pressure sooner. Source: Schuler. |
Manufacturing Cells. The design and layout of tube hydroforming presses always should accommodate mechanization and automation of the manufacturing processes. In addition to units for loading and unloading each station, these cells should include stations positioned before the forming process for tube bending or lubricating, and those following the forming process, such as end cutting and part cleaning.
Other design considerations include:
- Access to pre- and postforming equipment for maintenance can help to minimize downtime. Redundancy of pre- and postforming machines ensures that production continues when any piece of ancillary equipment must be taken offline for repairs, so access when the hydroforming press is in production is key.
- Modular press systems with two or more individual rams can be useful for the line production of components that require several forming steps, such as bending, preforming, and hydroforming, in one press.
- A modular hydroforming press with individual rams can be used with all individual rams locked to one ram for the production of large components or the niche production of many different components.
- Producing a variety of components and small lots on a single press is simplified with conveyor belts and robots to load and unload the press. ThyssenKrupp Drauz uses such a manufacturing cell to produce a variety of components (see Figure 11). These components are different not only in terms of the produced number and geometry, but also in their application, size, surface requirements, and raw forms and materials (for example, tube, extrusions, and sheets made of different steel grades and aluminum alloys).
 |
| Figure 8 A multiframe design is useful for hydroforming long structural parts. Source: IFU. |
Equipment for Tube Hydroforming Presses
Hydraulic Equipment. Hydraulic equipment for an IHP hydroforming press includes a filtering and pump station for the hydraulic medium, a pressure intensifier, and axial cylinders that belong to the die. The pressure intensifier is necessary to supply the appropriate compression volume for internal hydraulic pressure buildup in the shortest time possible. Pressure intensifiers are available for pressures up to 6,000 bar. Tube prefilling has to be done with an extra filling system, which can use gravity or a cylinder system with a pump.4
Axial cylinders are needed to seal the tubes or extrusions and, if necessary, to introduce compressive strain in the forming zone. These cylinders belong to the hydroforming die, but they need to be controlled via the press control system. Standard axial cylinders equipped with identical electronic equipment, such as pressure load cells and stroke measure systems, should be used to help minimize press downtime for die changeover.
 |
| Figure 9 A bayonet system provides a mechanical lock. Source: Anton Bauer GmbH. |
Many control and safety functions need to be individually controlled. For this, a press control integrated in a hydraulic block is recommended. Such a unit controls press functions and mechanisms such as the main pump safety device and circulation system, axial cylinders, pilot pressure oil supply, top piston, pressure intensifier, and the filling circuit. A hydraulic block also can prevent pressure buildup in the top piston and free-fall of the top piston. This type of unit allows the press manufacturer to engineer all hydraulic and safety functions in the block and run the press repeatably.
Part Transfer. For high-volume production, as most automotive applications are, the cycle time has to be as short as possible. To meet the requirements for cost-effective, competitive production, the die designs, process design, and the part handling have to be optimized with respect to each other.
Most handling systems in use today are robots or linear feed systems (see Figure 12). Because the price of robots decreased over the years, robots might be the first choice for a multitask system and niche production. Also, robots can be useful in bridging the gaps between the preforming or the bending station and the hydroforming station. Overhead devices such as loading and unloading systems also are used.5, 6
 |
| Figure 10 A C-frame press is another option, in addition to a multiframe press, for hydroforming long structural parts. Source: Pollock Engineering Group Inc. |
Parts with class A, B, or C surface requirements must be handled carefully. For outer parts such as A pillars and roof rails, vacuum feeders or feeders with soft grippers are used.
Teleservice. After component quality, the investment for the press and the dies, and the material, uptime is the most important factor for affecting competitiveness. In addition to maintenance, a teleservice (remote service) is recommended for minimizing machine downtime. With a teleservice, all relevant control data can be transferred online by a digital network (such as ISDN) to the service center, where the data is analyzed in real time.
By having direct access to the machine's software (visualization and programmable logic control programs) and simultaneous dialogue with the operator, service engineers can start troubleshooting immediately. The online data transmission between press shop and press manufacturer also is useful for software updates, software error analysis, and transmission of video sequences and messages.
Professor Dr.-Ing. Dr. h.c. Klaus Siegert is director of the Institute for Metal Forming Technology (IFU) of the University of Stuttgart, Holzgartenstrasse 17, D-70174 Stuttgart, Germany, 49-711-121-3840, fax 49-711-121-3839, siegert@ifu.uni-stuttgart.de, www.ifu.uni-stuttgart.de.
 |
| Figure 11 A flexible manufacturing cell, such as this one at ThyssenKrupp Drauz GmbH, can be used to manufacture a variety of parts rather than just a single component. |
Dipl.-Ing. Matthias Aust is head of the hydroforming group of ThyssenKrupp Drauz GmbH, Weipertstrasse 37, D-74076 Heilbronn, Germany, 49-7131-15690, fax 49-7131-1569100, aust@tka-dr.thyssenkrupp.com, www.kruppdrauz.de.
Notes
1. K. Siegert, A. Schwager, and R. Rieger, "Kostenoptimierte Schlie�vorrichtung f�r die Innenhochdruckumformung," Neuere Entwicklungen in der Blechumformung, DGM-Informationsmaterial (Oberursel, 1998), ed. K. Siegert, Mat-INFO Werkstoff-Informationsgesellschaft mbH (Frankfurt, 1998).
2. M. H�ussermann, "New Press Concept for Hydroforming," Hydroforming of Tubes, Extrusions and Sheet Metals, ed. K. Siegert, Vol. 1, Mat-INFO Werkstoff-Informationsgesellschaft mbH (Frankfurt, 1999).
3. W. Osen, "Specific Design Concepts for Hydroforming Presses," Hydroforming of Tubes, Extrusions and Sheet Metals.
 |
| Figure 12 An overhead tube loading device feeds prebent tube to a hydroforming press. Such devices save floor space. Source: AP&T AB. |
4. M. Breckner and T. Obert, "Hydraulic Systems for Hydroforming," Hydroforming of Tubes, Extrusions and Sheet Metals.
5. S. Stevens, "Volvo's Vikings: Hydroformed Aluminum Underbody Car Frames Sprout From a Fertile Collaboration in the Piney Woods of Sweden," Hydroforming Journal® (a supplement to TPJ–The Tube and Pipe Journal®), Vol 12, No. 5 (2001), pp. 20-22.
6. A. Bilsing, "From the Use of Robots in Sheet Metal Forming to High Productive Cross Bar Transfer Presses," New Developments in Sheet Metal Forming, ed. K. Siegert, Mat-INFO Werkstoff-Informationsgesellschaft mbH (Frankfurt, 2001).
Anton Bauer GmbH & Co. KG, Bruchweg 22, D-66763 Dillingen, Germany, 40-6831-903-0, fax 49-6831-903-101, www.valientcorp.com.
Bosch Rexroth AG, Industrial Hydraulics, Zum Eisengie�er 1, D-97816 Lohr am Main, Germany, 49-9352-18-0, fax 49-9352-18-40, info.hydraulics@boschrexroth.de, www.boschrexroth.com.
Mueller Weingarten AG, Schussenstrasse 11, D-88250 Weingarten, Germany, 49-751-401-01, fax 49-751-401-2458, mail@mwag.de, www.muller-weingarten.de.
Schuler Hydrap GmbH & Co. KG, Louis-Schuler-Platz 1, D-73655 Pluederhausen, Germany, 49-7181-80060, fax 49-7181-800636, www.schulergroup.com.
Siempelkamp Pressen Systeme GmbH & Co., Mevissenstrasse 65, D-47803 Krefeld, Germany, 49-2151-895-5, fax 49-2151-895-698, info@sps-pressen.de, www.sps-pressen.de.
About the Authors
About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Zekelman Industries to invest $120 million in Arkansas expansion

2
3D laser tube cutting system available in 3, 4, or 5 kW

3
Corrosion-inhibiting coating can be peeled off after use

4
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.

5
HGG Profiling Equipment names area sales manager
