















Director of Engineering
Research shows that in forming lightweight materials such as aluminum and magnesium alloys, the formability increases as the temperature increases, especially in the range from 200 degrees C to 300 degrees C (392 degrees F to 572 degrees F).1-5 The Center for Precision Forming (CPF, formerly Engineering Research Center for Net Shape Manufacturing [ERC/NSM] at The Ohio State University), Applied Engineering Solutions, and partners Interlaken Technology Corp. and AddisonMckee Inc. have developed an innovative warm tube hydroforming (THF) system.
| where PA= periphery of the rectangular cross section Pi= periphery of the tube before deformation |
The maximum amount of expansion at the rectangular cross section is approximately 80 percent.
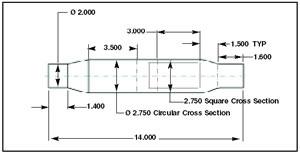 |
| Figure 1 The tubular part selected for this study has circular and rectangular cross sections. The dimensions are in inches—the initial tube diameter is 2 in. and the wall thickness is 0.095 in. |
Warm THF Principles
In the tool design used in this study, the lower die is submerged in a temperature-resistant fluid in a thermally insulated tank (see Figure 2). Heaters maintain the fluid at the specified forming temperature. Several heating channels and a heat transfer fluid (a silicone-based oil) keep the upper and lower dies at a uniform temperature.
As the upper die moves downward into the tank, it displaces some of the fluid, raising the fluid level. This submerges the tubular blanks and agitates the fluid. This minimizes the prefill time, a critical factor in commercial hydroforming operations.
This mode of operation demonstrates several efficiencies. It reduces the time needed to prefill the tube with fluid, uses one central fluid circulation system to heat the dies uniformly, and may provide lubrication to reduce friction during the forming process.
This system was installed in a 160-ton hydraulic press at the CPF laboratory. It has the following capabilities:
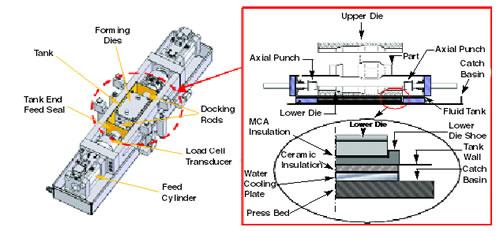 |
| Figure 2 In addition to many of the components common to hydroforming devices, such as a load cell transducer and axial feeding cylinders, this warm-forming press includes heaters to elevate the fluid's temperature and layers of insulation to help maintain it. |
Hydroforming Tests on Magnesium, Aluminum Tubes
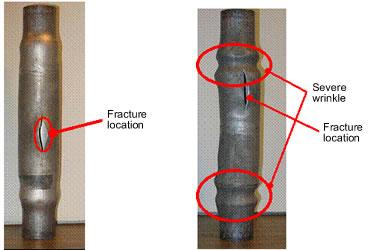 |
| Figure 3 Magnesium-alloy tubes burst at the seams when hydroformed at 250 degrees C (482 degrees F), at left. Axial feeding compounded the defects, resulting in wrinkles and bursting, at right. |
The materials used in this study were commercially available tubes made of magnesium alloy AZ31B (with seam) and aluminum alloy AA6061 (seamless). The objectives of the experiments were to demonstrate the effect of the tube manufacturing process and forming temperatures on the formability of tubes.
Magnesium Alloy. The magnesium alloy (AZ31B) tubes were manufactured using an extrusion process with a porthole die. In this process, the metal divides and flows around the die's supports. The metal welds together after it flows past the die; seams remain where the metal flowed around the supports. The quality of tube manufactured by this method depends on the quality of the seams, which are the weakest areas.
The tubes were hydroformed at 250 degrees C (482 degrees F). Tubes formed without axial feeding burst at the seams, which were identified visually. The next part of the experiment incorporated axial feeding to determine if this would mitigate seam bursting. Axial feeding actually made it worse, resulting in bursting with severe wrinkling (see Figure 3). In another effort to eliminate this problem, the tubes were first annealed at 300 degrees C (572 degrees in F) for four hours. Unfortunately, the bursting at the seams remained and the wrinkling worsened.
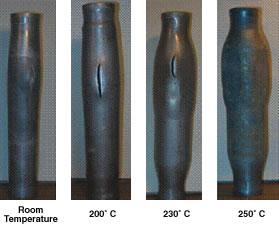 |
| Figure 4 Seamless aluminum tubing can be formed successfully without axial feeding, if the temperature is high enough. Of the four temperatures selected, just one led to a successfully formed tube—the one formed at 250 degrees C (482 degrees F). |
Aluminum Alloy. A seamless mandrel extrusion process was used to manufacture the AA6061 tubes. Unlike the magnesium tube tested in this investigation, the aluminum tube was essentially homogenous. The main drawback of this extrusion method is the possibility of thickness variations, which are caused by the elastic deflection of the mandrel during the extrusion process.6
The AA6061 T6 (heat-treated) tubes were annealed at 400 degrees C (752 degrees F) for three hours and then cooled inside the furnace with the reducing temperature at 10 degrees C (50 degrees F) per hour until the temperature reached 120 degrees C (248 degrees F). They then were cooled outside the furnace to the O (annealed) condition.
 |
| Figure 5 The various experiments in this body of research reveal that the expansion of seamless aluminum-alloy tubing (without axial feeding) increases from approximately 10 percent to 80 percent and increases as the temperature increases. |
The experiments used several forming temperatures:
Applying a constant volumetric flow rate (0.2 cubic IPS) controlled the hydroforming pressure. The tubes were formed without axial feeding to demonstrate the formability improvement at elevated temperatures.
Figure 4and Figure 5illustrate the experimental results obtained at different forming temperatures. The key conditions were 250 degrees C (482 degrees F) without axial feeding, which resulted in 80 percent expansion, the maximum amount predicted by the aforementioned formula.
Figure 6shows the loading path (axial feed versus time and internal pressure versus time) used to hydroform a tube at 230 degrees C (446 degrees F). The thickness distributions at the two cross sections, circular and rectangular, reveal that the wall thickness is uniform at the circular cross section, while it is fairly uniform at the rectangular cross section (see Figure 7). The minimum thickness, 0.062 in. (1.57 mm), is at location 12 of the rectangular cross section.
 |
| Figure 6 A subsequent experiment on seamless aluminum-alloy tube shows that the tube can be formed at a lower temperature, 230 degrees C (446 degrees F). The success of this experiment hinges on axial feeding. |
Lessons Learned
The elevated-temperature THF system developed for this project proved to be successful and practical. The system's inherent quick-filling capability makes it commercially viable. In addition, the submerged method of tube blank heating provides essentially uniform tube temperature distributions.
Aluminum 6061-O tube can be formed at 250 degrees C (482 degrees F), with the expansion approaching the theoretical limit, 80 percent. A follow-up experiment showed that axial feeding improves the forming behavior at 230 degrees C (446 degrees F).
Magnesium AZ31B tubes failed because the tubes had seams that resulted from the extrusion process with a porthole die. To eliminate this problem, it is necessary to use seamless tubing for THF of magnesium alloys.
Yingyot Aue-u-lan is a graduate research associate, Jon Ander Esnaloa is a visiting scholar, and Dr. Taylan Altan is a professor and director of CPF (formerly ERC/NSM) at The Ohio State University, 339 Baker Systems, 1971 Neil Ave, Columbus, OH 43210, 614-292-5063, altan.1@osu.edu, www.ercnsm.org. David Guza is a director of engineering at Applied Engineering Solutions LLC, 374 Nathan Drive, Powell, OH 43065, 614-430-9808, dguza@columbus.rr.com.
Notes
1. V. Boogaard, "Thermally Enhanced Forming of Aluminum Sheet—Modeling and Experiments," Dissertation from Universiteit Twente, ISBN 90-365-1815-6.
2. E. Doege and K. Drder, "Sheet Metal Forming of Magnesium Wrought Alloys—Formability and Process Technology," Journal of Materials Processing Technology, Vol. 115 (2001).
3. DOE Phase II Annual Report, "Elevated Temperature Tube Hydroforming of Lightweight Materials," ERC/NSM Report No. THF/ERC/NSM-05-R-52, Confidential (2005).
4. H. Friedrich and S. Schumann, "Research for a new age of magnesium in the automotive industry," Journal of Materials Processing Technology, Vol. 117 (2001), pp. 276-281.
5. H. Takuda, T. Yoshii, and N. Hatta, "Finite-Element Analysis of the Formability of a Magnesium Based Alloy AZ31-B Sheet," Journal of Materials Processing Technology, Vol. 89-90 (1999), pp. 135-140.
6. H. Singh, Fundamentals of Hydroforming, SME, 2003, pp. 117-121.

Professor Emeritus and Director - Center for Precision Forming


The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





