















Graduate Research Associate

When finite element (FE) simulation is used for predicting metal flow and springback, the material elasticity typically is defined by the handbook value of the Young’s (E) modulus. The common way to determine the E-modulus is through a tensile test. However, the unloading behavior of the material usually is nonlinear because of unloading strains resulting from the repelling dislocations moving away from each other in addition to atomic bond relaxation when the applied stress is reduced.
Since the unloading behavior of metals following the plastic deformation is nonlinear, defining the material response using a constant E-modulus is not correct, and the resulting prediction of springback is inaccurate.
Several methods and constitutive models have been developed to improve springback prediction that consider the isotropic/anisotropic and kinematic hardening behavior of materials; the effect of friction; and the complex behavior of material, such as Bauschinger effect, transient hardening, and permanent softening.
Some of these models, such as the Yoshida-Uemori model, the quasi-plastic-elastic model, and the homogeneous anisotropic hardening model, have shown some improvement in springback prediction.
However, in most cases, several specific parameters have to be determined through different testing processes, such as the loading/unloading tensile test or the tension compression test, before the model can be used. The need for these extensive testing processes limits the industrial application of these models, especially considering batch-to-batch variations of material properties for the most currently available advanced high-strength steels (AHSS).
Furthermore, in most of these models, the required coefficients are developed using a uniaxial tension/compression test at relatively low strain. In actual stamping, however, the deformation can be in a different strain state (plane strain or biaxial), and strains can be larger.
Research is ongoing at the Center for Precision Forming (CPF) at The Ohio State University to develop a practical method, called the inverse analysis method, to increase the accuracy of springback prediction. The objective is to reduce the prediction error and consequently save the cost and time for die modification and recut for springback compensation.
Flow stress and the E-modulus are the two most important material parameters for predicting springback. Therefore, accurate determination of E-modulus can improve springback prediction.
In the inverse analysis method, a constant apparent E-modulus can be used to predict springback determined via a bending test and FE simulation of the bending process. In this study, FE simulations were run in PAM-STAMP® using shell elements. The FE simulation was performed initially using the constant handbook value of the E-modulus, which usually is determined by the tensile test. A second simulation then was performed using another E-modulus value. The springback predicted by the second simulation was again compared with the experimental result. Finally, the appropriate apparent E-modulus for accurate prediction of springback was estimated (see Figure 1).
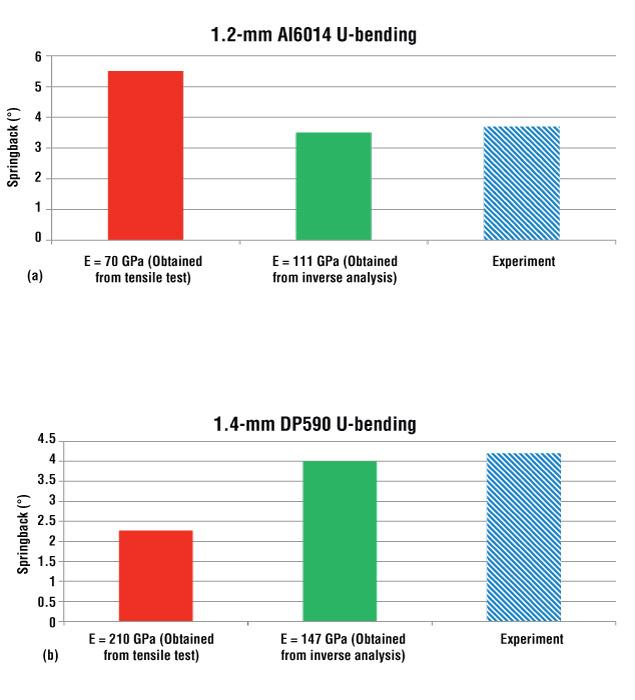
Inverse analysis has been tested in the following situations:
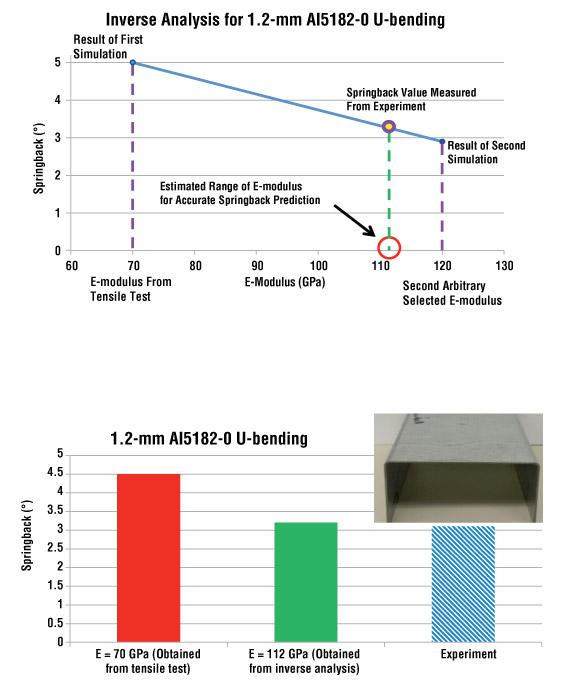
Figure 1
The appropriate average E-modulus for accurate springback prediction is determined by comparing the results of two simulations and experimental data.
The inverse analysis method has two main limitations:
References
J.Y. Lee, J.W. Lee, M.G. Lee, F. Barlat, “An application of homogeneous anisotropic hardening to springback prediction in pre-strained U-draw/bending,
”International Journal of Solids and Structures, Vol. 49 (2012), pp. 3562–3572.Li Sun and R.H. Wagoner, “Complex unloading behavior: Nature of the deformation and its consistent constitutive representation,”
International Journal of Plasticity, Vol. 27 (2011), pp. 1126–1144.F. Yoshida et al., “Elastic-plastic behavior of steel sheets under in-plane cyclic tension-compression at large strain,”
International Journal of Plasticity, Vol. 18 (2002), pp. 633-659.
Professor Emeritus and Director - Center for Precision Forming


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}