















Business as usual versus a change for good
Simplifying manufacturing by combining tube fabrication processes

Figure 1
Drilling through-holes and bending are common in copper tubing applications.
If you saw the recent Republican candidate debate on Fox News, you might have come to the conclusion that the party has too many candidates. Would this process be more efficient if the number of folks on the stage were narrowed down to just a handful? Who knows, in time this process might be simplified. In the meantime, you might want to take a look at some of your shop floor operations to see if any processes there can be simplified.
For example, consider a tube that needs bending and drilling (see Figure 1). This copper tube has two drilled holes, one on each side of a bend. The holes are needed for a T joint that is required at assembly.
The question is, Which operation should you do first? Drilling before bending has the advantage of drilling into a straight tube, which means the material handling couldn’t be simpler. The disadvantage of drilling before bending is that the tube needs precise alignment in the bender so the holes end up in the correct locations.
Drilling after bending makes it easy to put the holes in the right locations; the disadvantage is that bent tubes are cumbersome to transport from one area to another and they are a hassle to drill—you probably need some sort of a custom-made fixture to secure the tube into position in the drill press.
In either case, the process requires two separate operations, doesn’t it? Not so fast. What about trying something new? How about combining the drilling and bending operations into one seamless CNC process? That’s right, one operation! Doing so would lower the cost of goods sold while maintaining, if not improving, the part’s quality.
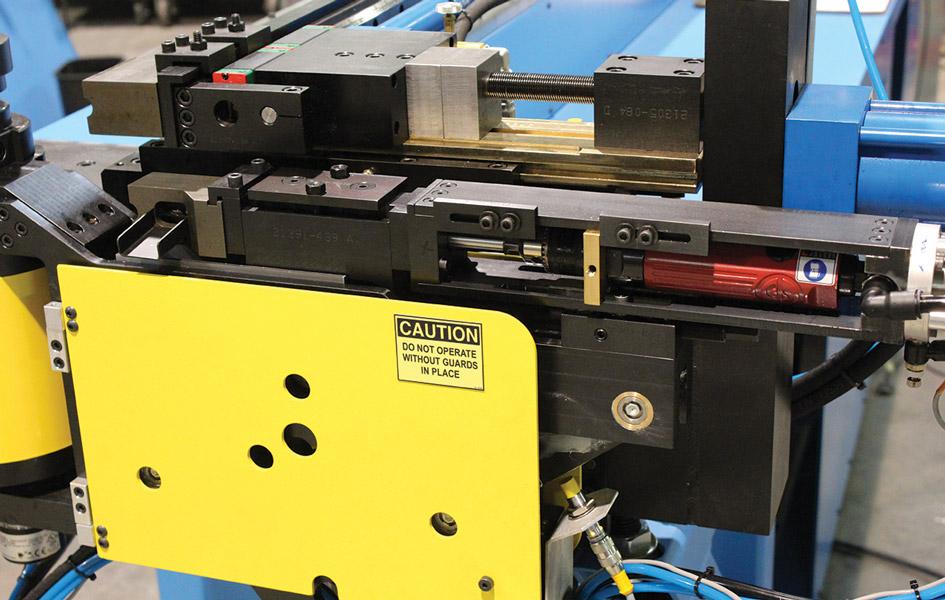
Take a look at Figure 2. Notice the pneumatic drill mounted on the swing arm of the bender. In this case, the drop-away clamp serves two user-programmable functions.
First, the clamp can be programmed to clamp and bend. Second, it can be programmed to clamp and drill. It’s that simple. With a 2-axis servo carriage, found on most CNC benders, the carriage can advance and rotate the tube for bending or drilling. The combinations are endless, and the time saved by drilling and bending in one seamless operation is significant.
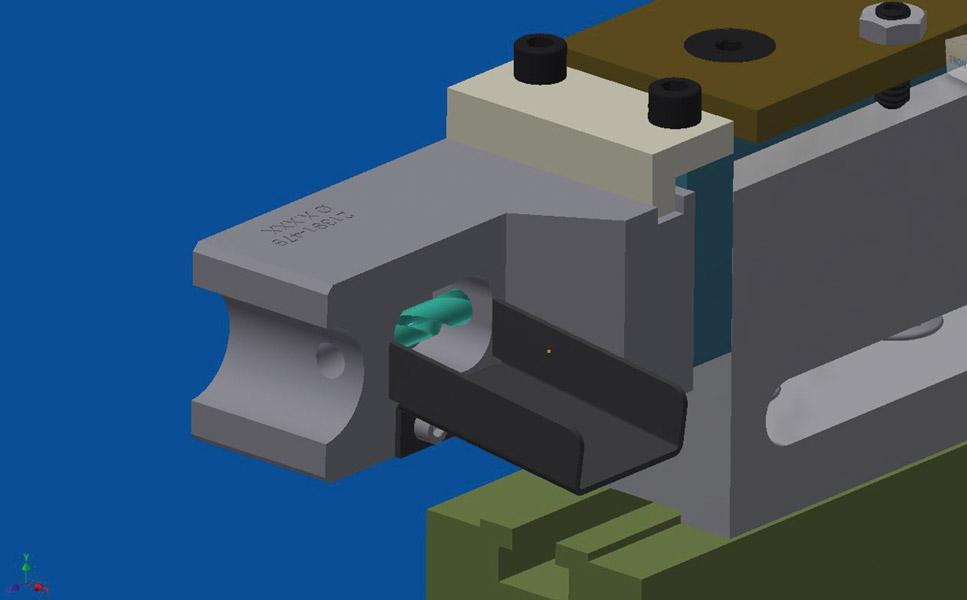
Figure 3 shows a close-up view of the clamp die and a drill bit. In this case, the drill is a standard, off-the-shelf size. Using standard tooling goes a long way in keeping the cost of goods sold in check.
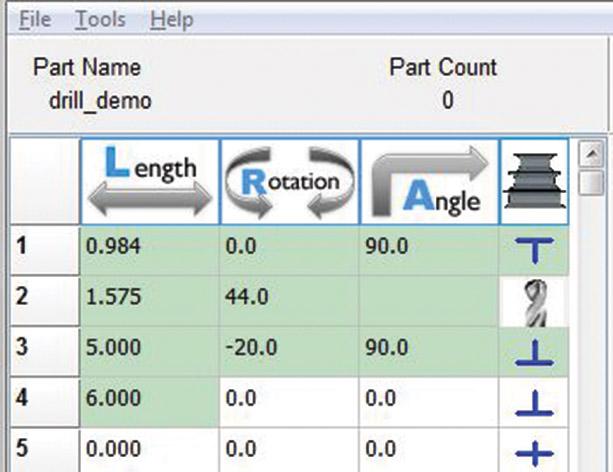
Figure 4 displays a typical PC interface showing how a user describes to a machine’s controller where a hole is located on a tube. In short, the PC requires a user to program a hole just like he would program a bend by using lengths and plane rotations.
When considering a drilling unit on a CNC bender, think about whether the drill would be better off powered by a pneumatic motor or an electric motor. If you have a significant air supply, a compact air motor might be a good choice. Verifying that you have enough volume is as simple as comparing the air supply with the drill’s air requirements and drilling a few test holes. Bear in mind that air supply can be rated as cubic feet per minute, CFM, or standard cubic feet per minute, SCFM. SCFM refers to CFM at standard pressure and temperature.
Most of us have a finite tolerance for watching a political debate, just as we have a finite number of man-hours available on the shop floor. The political process isn’t going to change anytime soon, but you can make a difference on your shop floor by casting your vote to combine bending and drilling.
About the Author

About the Publication
subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Zekelman Industries to invest $120 million in Arkansas expansion

2
3D laser tube cutting system available in 3, 4, or 5 kW

3
Corrosion-inhibiting coating can be peeled off after use

4
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.

5
HGG Profiling Equipment names area sales manager
