















Feeding the process
How seemingly insignificant forces can influence a fabrication process

Figure 1: Successfully fabricating a long, continuous product such as a heat transfer coil depends on more than just correct feed lengths and bend angles. Proper uncoiling and straightening prevent warping and keep the finished product flat.
The process of advancing or feeding a tube during a forming process seems straightforward: Don’t lose track of the length of tube advanced and you have it made. Quite often, though, it is not that simple. For example, in a roll bending process, the weight of the tube itself downstream of the bending process can influence the radius being formed. Needless to say, this is one of many seemingly insignificant forces that can produce unwanted results.
Feeding a Roll Bender
Roll benders come in numerous types, but they all work the same way—they make large-radius bends while the tube rolls through a set of three roll dies. As the tube passes through these roll dies, its center of gravity changes continuously. Depending on the radius the bender is attempting to make, the actual radius formed can be influenced by the changing center of gravity. In short, the tube’s weight produces a torque or twist that affects the section being bent at that moment in time.
The influence of a tube’s weight on a roll bending process increases as:
- The length of the profile increases.
- The bend radius increases.
- The diameter decreases.
- The wall thickness decreases.
- The center of gravity of the tube becomes farther away from the bending rolls.
Tube supports can minimize, and possibly eliminate, gravity’s influence. These supports do more than support the tube; often they impart a counterforce on the tube.
Feeding a Rotary Wipe Bender
Some rotary wipe benders feed from a coil (see Figure 1). In this example, a bulk spool of tubing is pulled into a straightener and then bent using a wipe bending process.
After a bend is made, the machine’s controller advances the tube to the next bend. This sounds simple enough. However, the torsional effects (see Figure 2) of uncoiling bulk material as it feeds into the straightener can induce a slight twist (plane change) between bends.
Minimizing the torsonial force as the tube uncoils often can be critical to successful fabrication. One way to minimize the torsionial forces is to match the payoff process to the process it is feeding (that is, match the output of one to the input of the other).
Feeding a Coil Bending Machine
A coil bending machine pulls material from a bulk spool in similar fashion to that of the wipe bender described previously. In this particular case (see Figure 3), the pitch of the bent coil can be influenced by the torsional effects of the tube entering the straightener.
If the bulk material being pulled through the straightener is twisting even just slightly, the pitch of the coil formed by the bending machine may vary. In the case of a heat transfer component, variations in the coil’s pitch can affect its ability to dissipate heat. It also affects the component’s dimensions, and it might not fit into the assembly it was designed for.
Depending on the type of payoff used, the torsion on a tube entering the straightener can oscillate in both direction and magnitude. This tends to complicate further most efforts to compensate for this seemingly insignificant force.
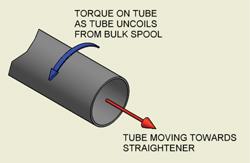
Figure 2: A slight twist in the tube as it is uncoiled can cause the tube to exceed the final product tolerance.
Why the Twist?
For many years tube fabricators have demanded larger level wound coil (LWC) package sizes to allow longer production runs between coil changes. Like other manufacturers, LWC producers have tried various strategies to lower their costs, including increasing furnace speeds and higher-density loading. This combination of factors can lead to underannealed product and therefore may cause the tube to twist as it is uncoiled.
After an LWC is banded at the factory, the coil enters the furnace firebox. Copper rapidly absorbs heat, and this heat naturally is concentrated on exposed surfaces. Therefore, the OD, ID, and sides get most of the heat while the core absorbs the least. The result often is full recrystallization of exposed and near-exposed surfaces and possibly partial recrystallization at or near the coil core. This disparity creates internal stresses; uncoiling the tube releases these stresses and leads to twisting.

Figure 3: Matching the uncoiler’s output to the bender’s input eliminates unwanted stresses and variations in the finished product.
About the Author

About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Zekelman Industries to invest $120 million in Arkansas expansion

2
3D laser tube cutting system available in 3, 4, or 5 kW

3
Corrosion-inhibiting coating can be peeled off after use

4
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.

5
HGG Profiling Equipment names area sales manager
