















President
Before getting into a discussion of material variability, I'd like to say that material quality has improved immensely over the last 10 to 15 years. It is rare, almost unheard of, for a domestic mill to make a mistake in the chemistry of standard grades. New rolling mill equipment and controls have reduced gauge and shape tolerances by half in the past decade or so. Physical properties also have improved, but still can be problematic. Changes in hardness, yield strength, and tensile strength affect formability more than slight chemistry errors, so thermally induced material problems are still with us (they stem from uneven cooling).
Keep an eye on the steel's cleanness. No steel producer can guarantee that 100 percent of its output is perfect. Be aware that most of the foreign material (inclusions and segregations) reside in the outer edges and on the centerline of the skelp. Proper slitting practices can reduce, but not eliminate, these problems. Using adequate edge trim practices, guiding the skelp for even edge trim, and rejecting even-numbered slits can help. The remaining cleanness issue, laminations—unbonded grain boundaries—can occur almost anywhere across the coil.
You have no control over steel cleanness and the associated material problems. Your only recourse is microscopic sectioning and close work with steel suppliers.
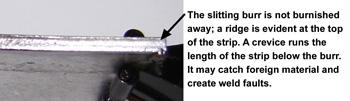 |
| Figure 1 The strip edge quality was fair, but after going through the fin passes, the edge revealed a mill alignment problem (uneven work). Evidence of cold work should be uniform. Mill setup errors (for instance, a pass not closed sufficiently) or worn fin blades also can create a similar problem. |
Examples of factors within your control are slit edge and width quality. Be aware that these usually are visually observable. It isn't always obvious whether an edge problem originates with the material or the tube or pipe mill.
In Figure 1 the culprit is incomplete fin forming, caused by a slitting burr and mill misalignment. The opposing strip edges don't look the same (one edge is fully coined, whereas the other is not), which indicates misalignment. Align the mill, then tackle the burr problem. Better-quality slitting can lessen the problem. If better slit quality is not an option, then edge skiving can eliminate the problem.
The edges should be clean and free of rust and damage (dents or dings). They should not exhibit rolled-over edges or a high degree of break versus shear. Depending on the material grade, the shear-to-break percent ratio runs between 10-90 and 50-50.
Look for smooth surfaces with an absence of cracking, flaking, or fracture; these conditions can create hook crack flaws. Look for uniformity; beware of varying shear conditions across the coil's face. A varying shear shape can indicate considerable variation in strength or hardness (the outer and inner wraps can differ from the center wraps because of thermal process changes) or a damaged slitter arbor or bearing problem. Such coils also can have slit width problems. Weld flaws are likely, even if the weld unit is run hot and the mill squeezes out extra material.
Slit Width. The slit width must be within tolerance for the tube OD, wall thickness, and material strength combination. If you run all grades of steel (assuming the tensile strength varies by more than 10,000 pounds per square inch) at a single slit width for the same OD and wall thickness, be aware that the high-strength material will not form like the soft material. You'll see differences in the way the two grades grow in girth in the breakdown passes and fill out the fin passes. Edges that don't clean up in the fin passes cannot be presented parallel to one another through the induction coil. They will heat unevenly, and the result will be periodic or continuous weld splits. This is not a material problem—you, not the steel mill, chose the slit width.
This may seem obvious, but the first line of defense against material problems is to insist that every slit mult be labeled with supplier name, heat number, grade, slit mult location (across the master coil, for example, a five-cut master has mults labeled A, B, C, D, and E), material thickness, and slit width. The grade and thickness definitions should be backed up with material certifications from the steel mill. Read the label and use the mult accordingly. To identify a problem, each tube lot must be traceable to the source by using this information.
 |
| Figure 2 A paste weld, or incomplete weld, is not a visible flaw. In this case, the weld joined 75 percent of the two edges. The fault generally is not detectable by NDT systems, but the tube will fail under mechanical testing. If the flaw is intermittent, it is difficult to detect with a traditional mechanical destructive test. |
This is information we know.
What we don't know is the underlying agreement on how the material was specified between the purchasing department and the steel supplier. Many times this is an agreement to accept minimum specifications for yield strength, tensile strength, and elongation. This is perfectly sensible because mechanical tube is specified at minimum yield strength. It also is perfect madness because the tube mill and tooling are not designed to perform based on minimums but on maximums: maximum gauge, maximum material strength, maximum load, and maximum forming capability.
Read the roll tooling drawings. You'll see that the designer stated an OD and a minimum to maximum wall thickness at a maximum yield strength. When you feed the mill and tooling a higher-strength material than it was designed for, it will not form correctly, and it is likely that more weld faults will result (see Figure 2). This is not a material problem but a buying agreement problem. You didn't specify the material, but you're the person running the mill, so be sure to arm yourself with the facts so you can explain what happened when things go wrong.
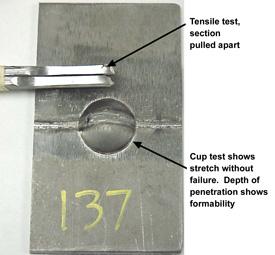 |
| Figure 3 The Erichsen-Olsen cup test compared with a typical tensile test. No extensive sample preparation is required for a cup test. The sample must be machined before tensile testing. The penetration depth at a given force provides an indication of the material's strength. The stretch forming reveals the formability of the sample. |
Wise mill operators verify the facts by performing independent physical property tests to determine tensile strength, yield strength, and elongation values. The slitting process can cold-work the material and thereby change the material's physical properties, and the mill certifications occasionally are not correct. You need accurate data because to make higher-strength material work, your only recourse is to increase the slit width in proportion to the strength increase. If you don't know the physical properties, you don't know what width increase is required. If the strip is already slit, the only thing you can do is attempt to weld at a smaller OD (by using more fin work) and risk not making a round or straight product.
You can find strength and hardness variations if you are persistent. In high-value materials such as stainless steel, you can use the Erichsen-Olsen cup test to determine the material's ductility (see Figure 3). It does not require extensive sample preparation. Coils that pass go to the tube mill; coils that fail get full tensile strength, yield strength, and elongation tests. If the coil is not within specifications, it goes back to the supplier.
Know your process. Don't run material without knowing its properties. Keep alert to process parameters, and work from records, not memories. Operations based on written procedures produce more consistent results. Documentation is the only tool to prove that a weld fault is a result of a material problem.


The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





