















Vice President
Modern high-speed tube mills produce square and rectangular tubing very efficiently. They typically reshape square and rectangular tube from a welded round in the sizing section of the mill (Figure 1).
 | 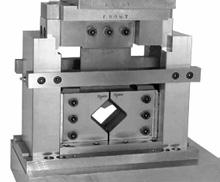 |
| Figure 1 Tube Mill Cutoff - Left to Right - Single Cut | Figure 2 Single-Cut Master Die Set |
The vertical and horizontal orientation of the final shape is located on the centerline of the equivalent welded round tube. The weld can be positioned in the corner or anywhere along the flat of the shape.
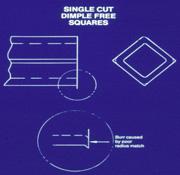
Heavy-duty single-cut master die sets are the best choice for cutting square tubing.
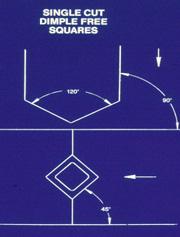
Orienting the master die set so that the shear blade path is through the diagonal corners of the square tubing as shown in Figure 2is preferable. This orientation produces very little end-cut distortion.
The shear blade and die jaw layout should be arranged as shown in Figure 3. The shear blade tip should enter the top corner of the tube at the center of its radius. A 120-degree included angle blade tip provides the best shear angle and results in very little end-cut distortion.
 |  |  |
| Figure 3 Single-Cut Blade and Jaw Arrangement | Figure 4 Blade Lubrication | Figure 5 Corner Match |
Blade-to-die-jaw clearances are the same as with rounds. Start with 10 percent of the tube wall thickness for mild steel tube.
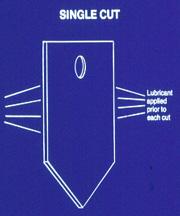
Proper blade lubrication (Figure 4) is critical to reliable, top-quality performance. High-quality cutting lubricant should be applied to the working surfaces of the shear blade before each cut.
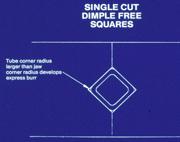
The tube's corner radii will vary with changes in the material thickness and welded tube size before reshaping in the tube mill sizing section. For a clean cut with minimum distortion and burr, the corner radii in the supporting die jaws should match the tube corner radii (Figure 5). This requires separate die jaw sets to match each tube corner radii change.
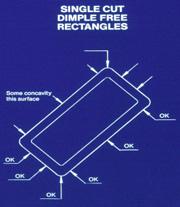
Expect a dimensionally correct, clean-cut tube when the die jaws conform properly to the shape (Figure 6).
 |  |  |
| Figure 6 Square End Cut | Figure 7 Large Corners | Figure 8 Corner Burr |
Excessive burrs will develop in the side and bottom corners if the tube radii are larger than the supporting die jaw radii (Figures 7and 8).
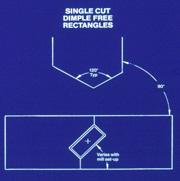
Heavy-duty single-cut master die sets are the best choice for rectangular tubing (Figure 9).
Like square tubing, a rectangular tube typically is reshaped in the sizing section of the tube mill around the centerline of the equivalent welded round. The rectangle orientation varies with the required position of the weld seam. In any case, the rectangle should be oriented with corners at or near the vertical plane.
 |  |  |
| Figure 9 Single-Cut Master Die Set for Rectangular Tubing | Figure 10 Rectangle Layout | Figure 11 Rectangle End Cut |
The shear blade tip can be offset, if necessary, to line up with the center of the rectangle's top corner. The blade tip's included angle varies with the tube's orientation. A sharp radius tip instead of a sharp pointed tip suits a wide range of corner radii with excellent results. The layout shown in Figure 10produces a clean cut with little distortion (Figure 11).
Simple, inexpensive, heavy-duty single-cut die sets can produce top-quality cut ends on square and rectangular tubing. The die jaws selected for each shape must conform to the shape in all respects, especially the corner radii, for best results. Well-lubricated shear blades with tip configurations that ensure proper shear angles and tip alignment can provide tens of thousands of cuts between regrinds.


The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





