















Graduate Research Associate

The use of servo technology can help to improve various sheet metal forming processes. A servo press allows precise control of the ram’s speed and position, while a servo cushion allows adjustment of the blank holder force (BHF) during the stroke. These characteristics give users a number of options for their processes (see “The effects of servo press motion and servo cushions on stamping results,” STAMPING Journal®, May/June 2017).
Researchers at the Center for Precision Forming (CPF) at The Ohio State University have conducted a series of experiments using servo technology in collaboration with AIDA-America, Shiloh Industries, IRMCO, and Hyson. In the experiments, using a 300-ton servo press and a 100-ton servo cushion, the researchers employed methods such as variable BHF, cushion pulsation, and attach/detach (see Figure 1) to improve drawability of the material, reduce springback, and maintain adequate edge quality during blanking without sacrificing productivity.
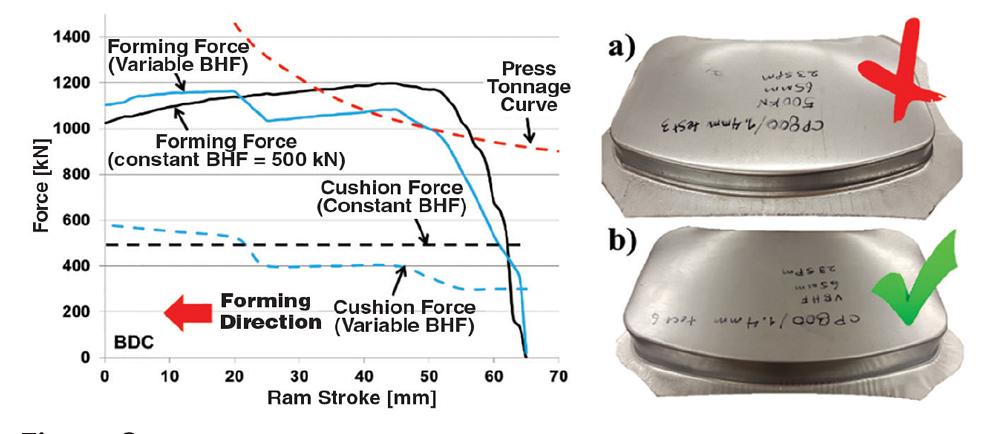
Complex-phase steel (CP800) with 1.4-millimeter thickness was used to draw a 500- by 300-mm part up to a 65-mm depth. The high strength of this material caused wrinkles on the flange, even with a 400-kN BHF. A higher BHF of 500 kN led to a press overload.
To solve this problem, the researchers used a variable BHF, calculated via finite element simulations. By increasing the BHF just enough to prevent wrinkling along the stroke, they were able to form the part while maintaining the press and cushion force limits shown in Figure 2.
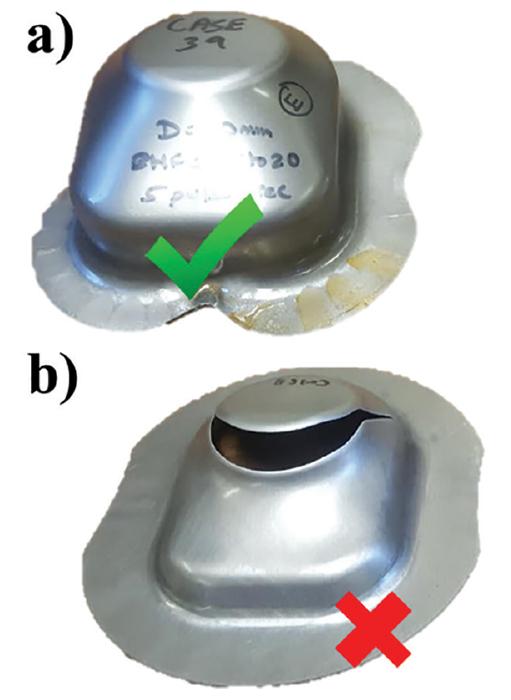
Using a 1.0-mm 1008 steel, the researchers drew an 80- by 100-mm part to a 60-mm depth with an average speed of 90 mm per second. Initially they used a constant BHF of 85 kN, but that caused fracturing. By alternating the BHF between 85 and 20 kN with five pulses per second, they were able to form the part successfully (see Figure 3).
Cushion pulsation did not work for the same geometry in 1.0-mm aluminum Al 6205. This technique is limited by the response time in the cushion systems, as higher pulsation frequencies will lead to inaccuracies on the applied forces.
The same geometry used for cushion pulsation was formed using a 1.0-mm-thick stainless steel SS304. On one hand, fracture was observed on this part when formed in one continuous 70-mm stroke at approximately 72 mm/sec., average speed. On the other hand, the part was successfully drawn up to the 70 mm when it was formed in two steps. Initially the part was drawn up to a 30-mm depth, later the upper die was retracted 5 mm, and finally the remaining 40 mm was formed.
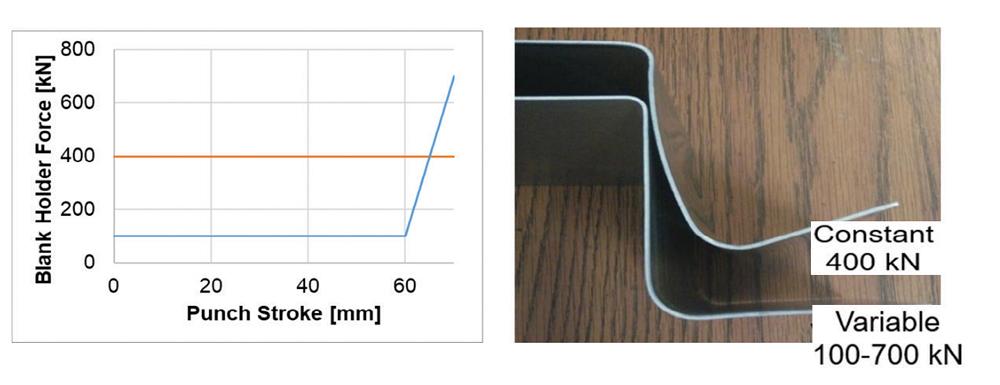
The researchers conducted a hat-shape bending operation, drawing a 720- by 120-mm blank of 1.2-mm-thick Al 5182-O to a 70-mm depth (see “Reducing springback in hat-shape bending with variable BHF using a servo-hydraulic cushion,” STAMPING Journal, March/April 2018). Increasing the BHF toward the end of the forming stroke helped stretch the part wall, which reduced bending stresses on this area and significantly decreased the springback (see Figure 4).
Similar results can be achieved by using a “stake bead” that allows stretching of the material toward the end of the forming stroke. Nevertheless, the use of a servo cushion allows a greater flexibility in adjusting the required force to every material and process.
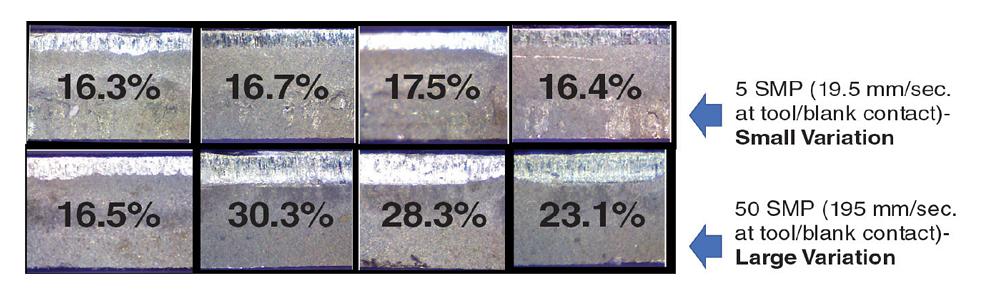
Using a 200-ton AIDA servo press, the researchers blanked different advanced high-strength steels. They blanked the sheets at two different speeds (at tool/blank contact): 19.5 mm/sec. and 195 mm/sec. Visual inspection of the blanked perimeter, using a portable USB microscope, showed nonuniform cutting clearances, which confirmed that higher speeds led to tool misalignments due to the tool impact (see Figure 5).
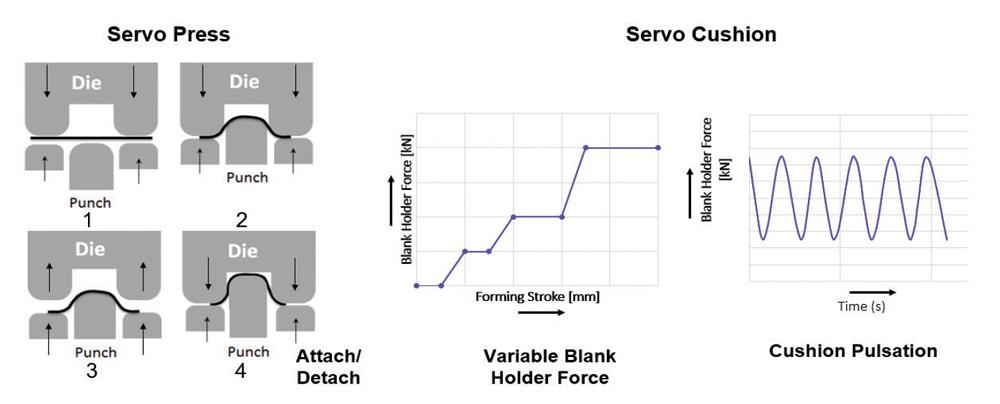
Figure 1
In the Attach/Detach method, after a partial forming, the upper die is retracted to release the part for a few seconds; later it continues the forming process. Variable BHF and cushion pulsation are examples of the variable cushion pressure as a function of time/stroke
A servo press is a good alternative for blanking, not only because of the higher speeds when compared to a mechanical press, but also because of the possibility of reducing the ram speed just before the tool contacts the blank while maximizing the speed on the remaining stroke. This reduction will lead to a decrease on the reverse load and, hence, to a more consistent edge while increasing tool life and decreasing the noise caused by tool impact.
While servo technology helped improve these sheet metal forming processes, in some cases, such as Case 3: Attach/Detach, the phenomenon behind the formability improvement is unclear, so it is difficult to know when and how to apply it. Further research is required to determine how best to apply servo technology in the pressroom.

Professor Emeritus and Director - Center for Precision Forming


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}