















Bending and Forming - Page 12
-

- From The Fabricator
SEYI-America names project manager
Metal stamping press manufacturer SEYI-America has hired Arlene Cruz as project manager.
-
- From The Fabricator
AAA Tool & Machine, C-F Fabricators come together under new brand
AAA Tool & Machine, O’Fallon, Ill., and C-F Fabricators, Hoffman, Ill., have announced they will operate under the name Velocity Metalworks after joining forces in the metal fabrication industry nearly two years ago.
-
- From The Fabricator
John Bouchard & Sons certified as Woman Business Enterprise
John Bouchard & Sons Co. (JBS), Nashville, Tenn., has been certified as a Woman Business Enterprise by The Governor’s Office of Diversity Business Enterprise for the state of Tennessee.
-
- From The Fabricator

TRUMPF gripper simple to set up for automated bending processes
TRUMPF has introduced a multigripper for automated bending processes.
-
- From The Fabricator
What tool steel and coating are best for stamping lamination steel?
Thomas Vacca explains special considerations for stamping silicon electrical steel.
-
- From The Fabricator

Calculators help users choose most suitable Coe coil processing equipment
Coe Press Equipment has introduced its Science Behind the Solution calculators.
-
- From The Fabricator
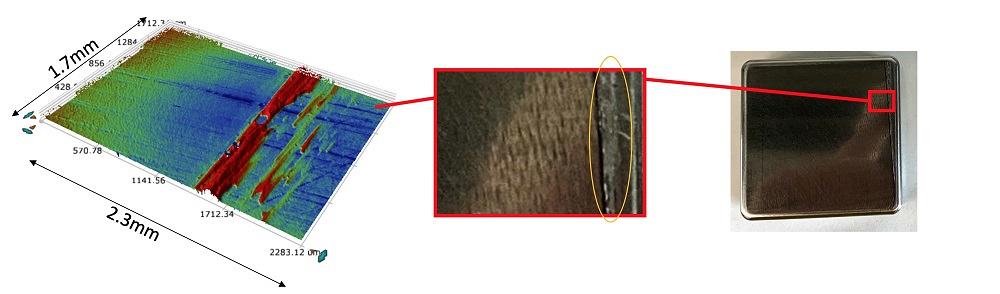
Detecting galling onset in aluminum alloy stamping, Part II
Oakland University researchers studied combinations of die material, die surface treatment, and lubricant to determine how best to prevent galling when stamping aluminum structural parts.
-
- From The Fabricator
Car and Driver publishes 10Best car list for 2023
Car and Driver has released its list of the 10Best cars for 2023. After a week of driving every new car that met its criteria, the team voted on a scale from zero to 100, threw out the high and low votes, and averaged the remaining scores: BMW i4 Cadillac CT4-V Blackwing Cadillac CT5-V...
-
- From The Fabricator

AIDA-America announces engineering department promotions
AIDA-America, a metal stamping press manufacturer in Dayton, Ohio, has promoted Ben Shepherd to manager of mechanical engineering and Wade Pearson to assistant manager of mechanical engineering.
-
- From The Fabricator

F-150 Lightning wins MotorTrend Truck of the Year for 2023 in unanimous vote
Ford’s new F-150 Lightning electric pickup truck haqs won the 2023 MotorTrend Truck of the Year Award.
-
- From The Fabricator
STLE to host two-day educational program on metalworking fluid basics
The Society of Tribologists and Lubrication Engineers (STLE), Park Ridge, Ill., is hosting a two-day educational program on lubrication and metalworking fluid basics March 15-16, 2023, at Argonne National Laboratory in Lemont, Ill. The education program, sponsored by STLE’s Chicago section,...
-
- From The Fabricator

Honda Alabama Auto Plant begins producing 2023 Honda Pilot
Mass production of the 2023 Honda Pilot has begun at the Honda Alabama Auto Plant (AAP) in Lincoln, Ala.
-
- From The Fabricator

AIDA-America appoints senior director of finance
Dayton, Ohio-based metal stamping press manufacturer AIDA-America has promoted Beth Percival to senior director of finance.
During her 17 years with the company, she has worked as a general accountant, senior accountant, project controller, and controller.
-
- From The Fabricator
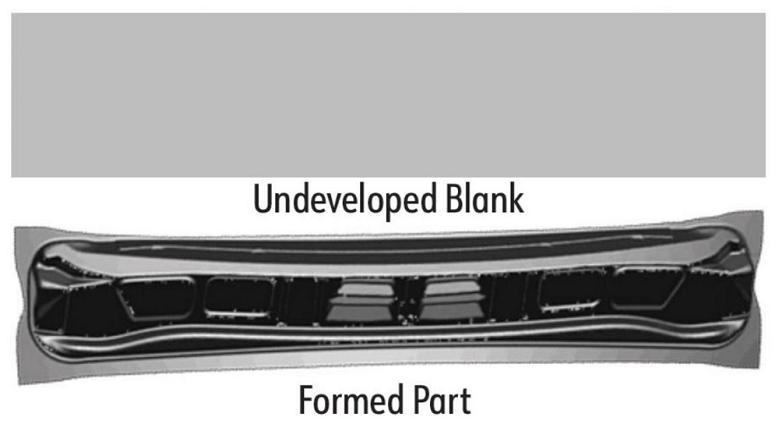
Stamping Die Essentials: Processing the part
In this fourth article on die design and construction fundamentals, Art Hedrick focuses on the basic steps needed to make a given part geometry.
-
- From The Fabricator
Stellantis to idle Belvidere assembly plant
Stellantis, formed in 2021 with the merger of Fiat Chrysler and France’s PSA Peugeot, has announced plans to halt production at its Jeep Cherokee assembly plant in Belvidere, Ill., effective Feb. 28, 2023.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Zekelman Industries to invest $120 million in Arkansas expansion
