















Bending and Forming - Page 7
-

- From The Fabricator
Precision Metalforming Association acquires STAMPING Journal magazine, related assets
Precision Metalforming Association (PMA) has acquired STAMPING Journal magazine and its related assets from the Fabricators and Manufacturers Association, International (FMA).
-
- From The Fabricator

A manufacturer's disciplined approach to troubleshooting component problems
A press shop experiences many types of failure. The right approach to troubleshooting can give employees better skills for the process and prevent more failures in the first place.
-
- From The Fabricator

Spirol acquires Ford Aerospace
Spirol, a global manufacturer of engineered fasteners, installation machines, and parts feeding equipment, has announced that Ford Aerospace Ltd., South Shields, U.K., will be joining the Spirol group of companies.
-
- From The Fabricator
AGS Automotive Systems expands manufacturing operations
Tier 1 auto supplier AGS Automotive Systems plans to expand its operations in Sterling Heights, Mich.
-
- From The Fabricator
Hear from experts at Manufacturing in an EV World Conference
The 2023 Manufacturing in an EV World Conference features experts and panel discussions on how electric vehicle production is shaping the future of metal forming.
-
- From The Fabricator
O’Neal Manufacturing Services installs largest TRUMPF press brake in U.S.
O'Neal Manufacturing Services (OMS), a supplier of fabricated metal components and welded assemblies, recently installed a TRUMPF TruBend 8010 press brake in its Pittsburgh fabrication center.
-
- From The Fabricator
Stamping Die Essentials: Draw reduction calculations
In this sixth article on die design and construction fundamentals, Art Hedrick explains the calculations needed to perform a draw reduction.
-
- From The Fabricator
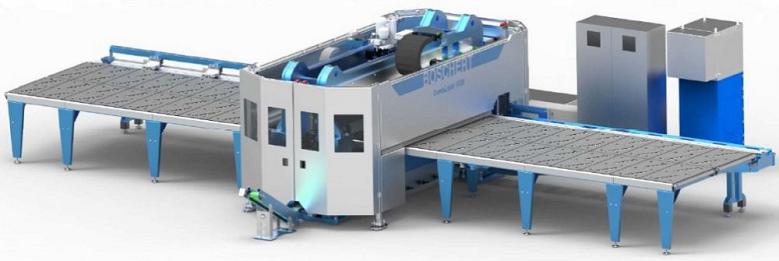
Boschert CombiLaser 4020 handles 6- by 12-ft. sheets
Boschert has announced the availability of its new CombiLaser 4020 combination forming, punching, and laser cutting machine, which accommodates sheets up to 6 by 12 ft.
-
- From The Fabricator

Clow Stamping names director of manufacturing
Clow Stamping Co. has announced the promotion of Joe Goble to director of manufacturing.
-
- From The Fabricator

Coe ships coil line to Eaton Corp.
Coe Press Equipment, Sterling Heights, Mich., has shipped and installed a 48-in. coil processing line to the Highland, Ill., facility of Eaton Corp.
-
- From The Fabricator
Etna Products acquires metalworking fluids line from JTM Products
Etna Products, a Chagrin Falls, Ohio, developer and producer of lubricants for drawing and stamping of nonferrous materials, has acquired the metalworking fluids line of JTM Products, Solon, Ohio.
-
- From The Fabricator

Bump bending and air forming sheet metal on the press brake
Press brake guru Steve Benson answers questions about air forming and bump bending, including the many variables involved in each application.
-
- From The Fabricator

Ask the Expert: How can metal stampers achieve ever-tightening dimensional tolerance requirements?
It is possible to stamp to tight tolerances, as long as metal forming shops have the right tool frame, guide system, lead strip piloting, and strip progression clamping and use design for manufacturability with each tool.
-
- From The Fabricator
All Fabrication Machinery named distributor for MC Machinery/Mitsubishi Laser
All Fabrication Machinery Inc., Calgary, Alta., has joined the MC Machinery Systems/Mitsubishi Laser distribution network.
-
- From The Fabricator

AP&T offers factory-rebuilt presses
AP&T is offering factory-rebuilt presses—older machines that its facility in Tranemo, Sweden, has fully rebuilt and upgraded to meet current performance and safety requirements
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Zekelman Industries to invest $120 million in Arkansas expansion
