
















The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.

Caltech Mfg., a job shop in Harrisburg, Pa., has added a TRUMPF TruLaser Tube 3000.

The Barbara Walker Crossing Footbridge in Portland’s Forest Park represents the intersection of utility and imagination in a structure that uses pipe and tube to make a bridge into a natural part of the environment.

In the latest episode of Still Building America, we talk to the co-founders and team behind Vyper Industrial about how the Green Bay start-up's shop chairs have quickly become fan favorites among fabricators, welders, and other tradespeople.
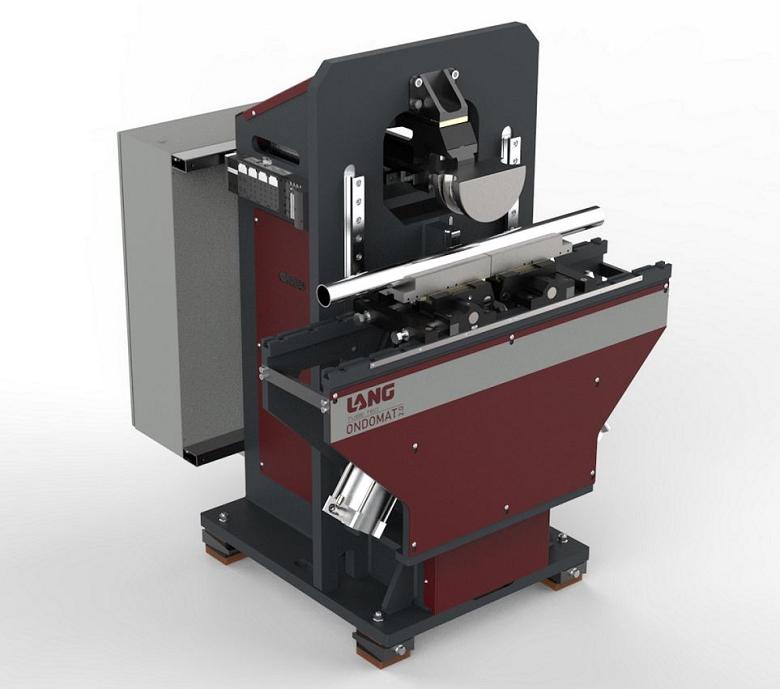
Lang Tube Tec has introduced the Ondomat 2.0, a fully electric tube and profile bending machine that bends in the vertical direction without a mandrel.

SituationA decade ago Enerflex, a provider of global oil and natural gas manufacturing and services based in Calgary, Alta., was experiencing issues with pressure vessel fabrication and its welder labor force. In 2011 pressure vessel welders and fitters typically laid out their work by hand. Armed...

HGG Profiling Equipment has introduced its remote service support capability, which incorporates a custom helmet equipped with headphones and augmented reality.
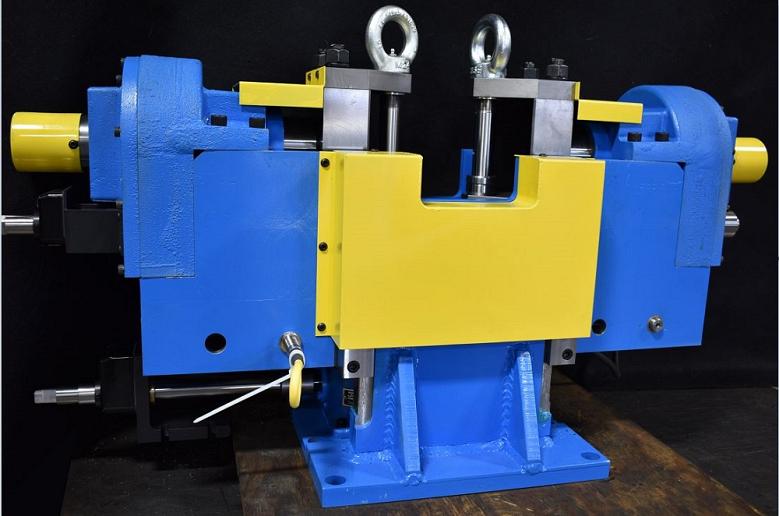
T&H Lemont has shipped a new, motorized seam orientation stand (SOS), model 280/6, which is designed to work on tube from 0.750- to 3.500-in. diameter and 0.028- to 0.250-in. wall thickness.

BLM GROUP USA, Novi, Mich., a manufacturer of tube and flat sheet processing systems, has appointed Sean Duffy as regional sales manager for the northeastern U.S.

With about 100 attendees, Pipe & Tube Memphis 2022 offered multifaceted industry forecasts, expert ideas on tube mill optimization, tips on hiring young workers, and even tours of nearby steel mills.

Full-penetration, single-sided pipe welding with conventional V preps have been a bear to automate. A combination of technologies, including artificial intelligence, have changed that for metal fabrication shops looking to augment pipe welding processes.

When a bender’s control system can’t complete the homing process, production can come to a halt. Troubleshooting the problem requires an understanding of how each axis is homed.

Highmark Techsystems uses aluminum extrusions to design exhibit structures and event spaces for tradeshows and other occasions, while its child, YOURspace, uses the same concepts to design versatile modular offices for workplaces and residences.

BLM GROUP USA, Novi, Mich., a manufacturer of tube and flat sheet processing systems, has appointed Shannon Mason as regional sales manager for California and Nevada.

Side-by-side ATVs and other vehicles that require a roll-over protection system (ROPS) benefit from sturdy aftermarket roll cages. But, as one Missouri fabricator has found out, precisely fabricated tubular products calls for tight collaboration between plasma cutting technology and custom tube bending.

Lake Zurich, Ill.-based STI/SPFA has inducted Ralph Carpenter, former chairman of the SPFA pipe section, into its Hall of Fame.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscriptionSeth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...
The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.




