
















The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.

National Tube Supply, a supplier of mechanical tube and chrome bar in University Park, Ill., is celebrating the 30th anniversary of Mike Scheuer, credit and collections manager.

Fayette Pipe now offers ASTM A53 Type E Grade A ERW XH Sch. 80 black steel pipe for steam, water, gas, and air lines.
Milwaukee-based Scot Industries Inc., a supplier of specialty tubing products, plans to invest at least $40 million in a new manufacturing facility situated on 77 acres in Four Oaks, N.C.

Indianapolis-based Maddox Industrial Group (MIG), a provider of industrial systems to the air separation, energy, refining, petrochemical, and wastewater industries, has announced its strategic expansion into the Gulf Coast region.
Ascent Industries Co., Oak Brook, Ill., a producer and distributor of steel tubular products and specialty chemicals, has appointed John W. Johnson as president of Ascent Tubular.
Austria-based mechanical engineering company ASMAG has announced its acquisition of Reika, a Germany-based manufacturer of turnkey tube processing systems.

T&H Lemont, Countryside, Ill., has shipped a model 280/6 motorized seam orientation stand (SOS), which is designed for tube diameters from 0.750 to 3.500 in. and wall thicknesses from 0.028 to 0.250 in.
Cleveland-based metals service center Olympic Steel Inc. has announced its acquisition of Central Tube & Bar (CTB).

Angela Phillips never even planned to work at the company she now leads as an award-winning CEO. But she credits her father and her ace leadership team for the success of that company.

Shane Shook of Andy J. Egan Co. has developed a time-saving weld procedure in partnership with the United Association of Union Plumbers and Pipefitters (UA).
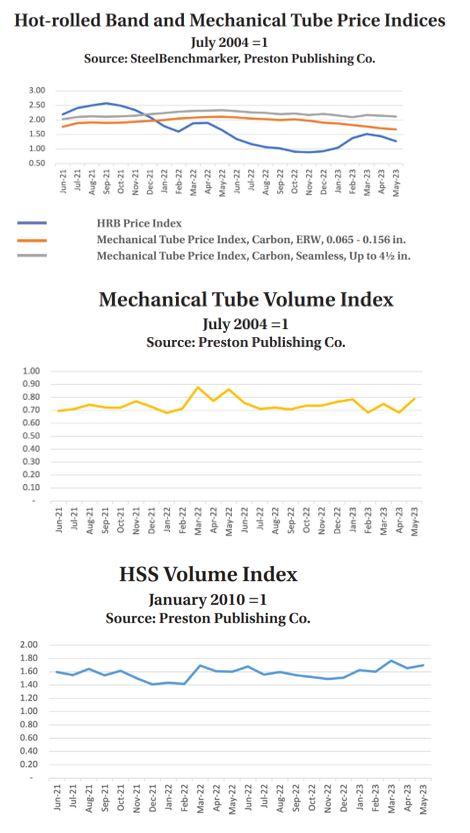
Multiple tubing-intensive sectors looked bright, but overall indicators for U.S. manufacturing continued to lag in May and June.
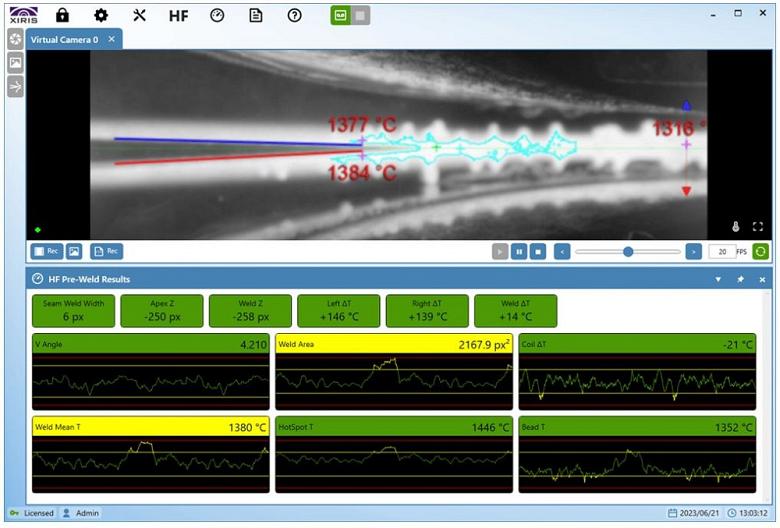
Xiris Automation has introduced its Pre-Weld Inspection System for HF tube mills.

Fives has announced that, together with its regional partner ProTube Engineering, it will design, manufacture, and supply a complete OTO tube mill to Orrcon Steel, part of BlueScope, in Unanderra, Australia.
With more than 2,000 exhibitors from 65 countries, wire and Tube 2024 will be held April 15-19, 2024, at the fairgrounds in Düsseldorf, Germany.

A slew of U.S. companies, like Ohio-based metal fabricator Welded Tubes, are sourcing or setting up shop just south of the border in Mexico—though not quite as many as might be expected.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.




