















Articles - Page 11
-

- From The Fabricator
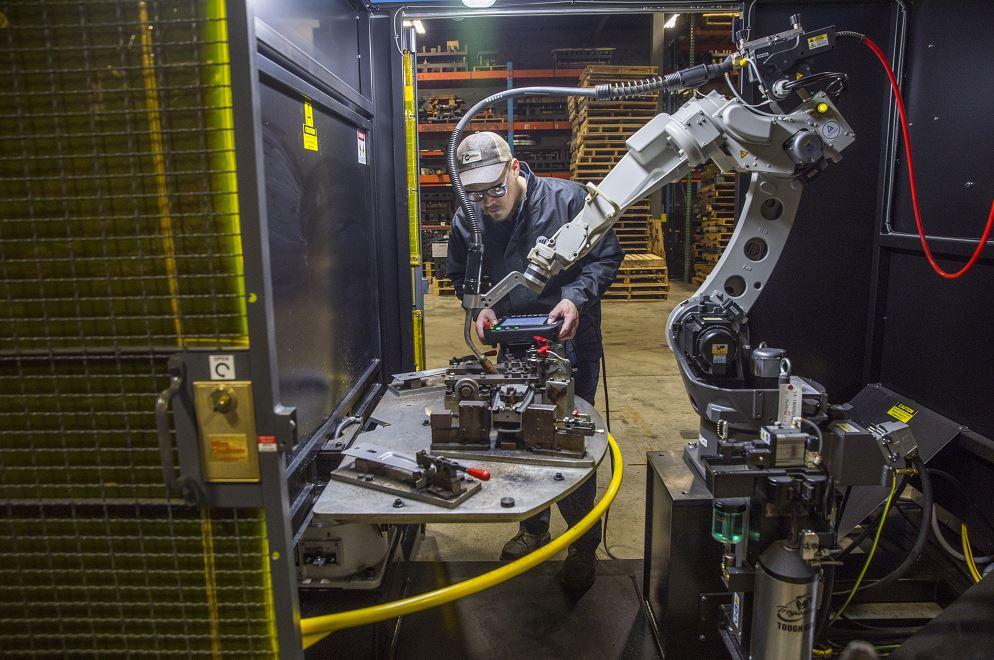
Best practices for weld cell layout
Whether a metal fabricator is designing a cell for semiautomatic or robotic welding, small details can make a big difference on the shop floor
-

- From The Welder

Tips for welding wire drum storage, handling, and setup
Proper storage, handling, and setup of welding wire drums will help shops reduce consumables costs, production interruptions, damage, and product waste.
-
- From The Welder

The Last Pass: How welders can build their professional network
Welding instructor and The Last Pass columnist Greg Siepert continues his conversation on the most valuable pieces of advice he’s received, this time focusing on networking and its relationship with joining professional organizations.
-
- From The Welder

How have welders influenced welding helmet design?
Welders past and present have helped pave the way for how welding helmets look and feel and which features they include.
Sponsored Content

In-house laser cutting platforms bring a change in modern manufacturing
For small to mid-sized companies, bringing laser systems in-house can be a game changer. Learn how Vytek created laser-based equipment that can do it all.
-
- From The Fabricator
A guide to FABTECH 2023 in Chicago
This September, FABTECH returns to Chicago as North America’s largest metal forming, fabricating, welding, and finishing event of the year. Here's everything you need to know about the 2023 metal manufacturing tradeshow at McCormick Place.
-
- From The Welder

Advice on small business ownership and becoming a certified welding inspector
It’s been one step at a time for Jeremy Condrey, whose path in the welding industry includes experience as a welder, CWI, and small business owner.
-
- From The Fabricator

7 lessons for succeeding in metal fabricating
The founder and owner of Wisconsin-based Pro Metal Works shares some business lessons that have helped him build a metal fabrication shop with $19 million in annual sales.
-
- From The Fabricator

Engineering and fabricating a one-of-a-kind bridge to span the Mississippi River
Industrial Steel Construction fabricated the steel components and assemblies for a new arched bridge between Iowa and Illinois.
-
- From The Fabricator

Launching a metal fabrication business from the edge of cutting technology
In just five years, Precision Tube Laser Owner Jordan Yost has used a relentless work ethic, high-end machines, and a hunger to learn everything he can about the manufacturing industry to build a rapidly growing fabrication business.
Avoiding indecision and keeping momentum in business
Anyone who owns a business, big or small, knows the importance of having a plan, getting outside help, and delegating. But after gathering all the analysis and help, there's no point in slowing the momentum. Take action.
-
- From The Fabricator

Japan’s precision sheet metal business keeps climbing
Members of the North American and European press visited the AMADA Global Innovation Center at the company’s headquarters outside Tokyo. It’s not your typical machinery showroom.
-
- From The Fabricator

How CAD technique adapts to the requirements for product documentation
CAD guru Gerald Davis demonstrates techniques that create workarounds and extra work so that future pitfalls might be avoided.

Nearshoring tide growing in Mexico
A slew of U.S. companies, like Ohio-based metal fabricator Welded Tubes, are sourcing or setting up shop just south of the border in Mexico—though not quite as many as might be expected.

Tube breakage? Bend tooling may not be the problem
It's not uncommon for metal fabrication shops to struggle with producing precise parts on tube bending machines. The solution? Often times it comes down to simple math and communicating with the machine manufacturer.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Zekelman Industries to invest $120 million in Arkansas expansion
